TCS.2000 Controller
Инструкция по эксплуатации

TCS.2000 Controller

TCS.2000 Controller
Инструкция по эксплуатации
СОДЕРЖАНИЕ
| 1 Инструкции по безопасности 6 | |
|---|---|
| 1.1 Декларация | 6 |
| 1.2 Общие инструкции | 6 |
| 2 Введение | |
| 7 2.1 TCS.2000 | 7 |
| 2.2 Управляющий блок | 7 |
| 2.3 Коммуникация | 7 |
| 2.4 Инструменты | 7 |
| 3 Характеристики | |
| 8 3.1 Перечень поставляемого оборудования | 8 |
| 3.2 Габариты | 8 |
| 3.3 Характеристики | 8 |
| 3.4 Панель | 9 |
| 3.5 Шины | 9 |
| 4 Первое включение питания | 10 |
| 4.1 Установка | 10 |
| 4.1.1 Кабель переключения сигнала «Останов» | 10 |
| 4.1.2 Монтаж на стену | 10 |
| 4.1.3 Подключение кабеля инструмента | 11 |
| 4.1.4 Подключение кабеля 250 В переменного тока | 11 |
| 4.1.5 Включение питания | 12 |
| 4.1.6 Состояние отключения питания | 12 |
| 4.2 Запуск | 12 |
| 4.3 Работа интерфейса контроллера TCS 2000 | 13 |
| 4.4 Настройка языка интерфейса и времени | 13 |
TCS.2000 Controller
| 5 Мониторинг | 14 |
|---|---|
| 5.1 Мониторинг (панель состояния) | 14 |
| 5.1.1 Вход | 14 |
| 5.1.2 Нажатие «История неисправностей» | 15 |
| 5.1.3 Подсказка по сбросу неисправностей | 15 |
| 5.2 Мониторинг (зона отображения состояния) | 16 |
| 5.3 Мониторинг (зона отображения информации) | 16 |
| 5.4 Мониторинг (зона отображения кривых) | 17 |
| 6 Запись | 18 |
| 7 Управление Pset | 19 |
| 7.1 Настройки Pset | 19 |
| 7.2 Настройки JOB | 20 |
| 7.3 Настройки MAP | 21 |
| 8 Редактирование процесса | 22 |
| 8.1 Режим эксперта | 22 |
| 8.1.1 Последовательность поиска | 23 |
| 8.1.2 Освобождение | 24 |
| 8.1.3 Закручивание | 25 |
| 8.1.4 Ожидание | 26 |
| 8.1.5 Отключение отвердителя | 27 |
| 8.1.6 Выход | 27 |
| 8.1.7 Обнаружение установки | 28 |
| 8.2 Быстрый режим | 28 |
| 9 Настройки | 29 |
| 9.1 Основные | 29 |
| 9.2 Управление | 30 |
| 9.3 Настройки связи | 31 |
| 9.3.1 Ввод-вывод | 31 |
| 9.3.2 Поле шины | 32 |
| 9.3.3 Настройки сети | 33 |
| 9.3.4COM | 33 |
| 9.3.5 Правила штрих-кода | 34 |
| 9.4 Управление пользователями | 35 |
| 9.4.1 Пользователь | 35 |
| 9.4.2 Группа пользователей | 35 |
| 10 Отладка | 36 |
| 10.1 Основные настройки | 36 |
| 10.2 Ввод-вывод | 36 |
| 10.3 Поле-бус | 37 |
| 10.4 Калибровка | 37 |
| 11 Обслуживание устройства | 38 |
| 11.1 Настройки обслуживания | 38 |
| 11.2 Замена аккумулятора памяти | 38 |
| 12 Инструкция по затяжке | 39 |
| 12.1 Стратегия управления крутящим моментом | 39 |
| 1 2.2 Стратегия мониторинга угла для режима момента | 39 |
| 12.3 Стратегия мониторинга момента для режима угла | 39 |
Стратегия отпускания разъема 12.4
TCS.2000 Controller
Ошибки инструмента 8.4
| 12.5 Стратегия поиска инструмента | 40 |
|---|---|
| Приложение | 41 |
| 1 Инструкции по эксплуатации интерфейса ввода-вывода и расширяющего модуля ввода-вывода | 41 |
| 1.1 Описание портов контроллера | 41 |
| 1.2 Расширяющий модуль ввода-вывода | 45 |
| 2 Настройка шины и инструкции по эксплуатации | 47 |
| 2.1 Общее описание функций | 47 |
| 2.2 Описание параметров | 47 |
| 3 Описание протокола OPprotocol | 51 |
| 3.1 Поддерживаемые функции | 51 |
| 3.2 Инструкции протокола OPprotocol | 52 |
| 4 Инструкции по использованию WebAPI и образец кода | 56 |
| 4.1 Настройка параметров загрузки результата затяжки | 56 |
| 4.2 Загрузка результатов затяжки на сервер данных | 57 |
| 4.3 Запрос результатов затяжки | 60 |
| 4.4 Получение деталей результата затяжки | 61 |
| 4.5 Установка штрих-кода | 62 |
| 4.6 Установка Песта | 63 |
| 5 Описание форматов печати через последовательный порт | 65 |
| 6 Инструкции по работе с функцией MAP | 66 |
| 6.1 Общее описание функции | 66 |
| 6.2 Описание параметров | 66 |
| 7 Описание функции JOB | 70 |
| 7.1 Общее описание функции | 70 |
| 7.2 Описание параметров | 70 |
| 8 Общие коды ошибок | 72 |
| 8.1 Ошибки приложения | 72 |
| 8.2 Ошибки контроллера | 74 |
| 8.3 Ошибки двигателя | 75 |
TCS.2000 Controller
1 Безопасность
1.1 Декларация
Данный продукт должен применяться только для приведения в движение и мониторинга инструментов серии EHS/EHA/EFS NRS/NRA. Использование для других целей запрещено.
Может использоваться только для специальных целей.
Совместимость с электромагнитными полями (EMC): ограничена применением в промышленных условиях.
В рабочей среде, в которой используется контроллер инструмента для затяжки, могут присутствовать различные факторы, влияющие на результат затяжки. Для обеспечения качества продукции и безопасности пользователи должны соблюдать соответствующие стандарты и/или регламенты, а при возникновении ситуаций, которые могут повлиять на результат затяжки, необходимо немедленно проверить установленный момент затяжки и направление вращения. В ситуациях, которые могут повлиять на результат затяжки, следует особое внимание уделить следующим случаям (включая, но не ограничиваясь):
- Первое установление системы инструмента;
- Замена партий компонентов, болтов, винтов или инструмента;
- Изменения в программном обеспечении, настройках или условиях окружающей среды;
- Настройка вентиляционной системы или электрических соединений;
- Изменения в эргономических характеристиках, процессах, процедурах качества или методах эксплуатации;
- Изменение оператора;
- Любые другие изменения, которые могут повлиять на результат затяжки.
Требования к проверке
- Проверка состояния соединения: убедиться, что вышеуказанные изменения не привели к нарушению соответствия состоянию соединения.
- Проверка после технического обслуживания: проводится всесторонняя проверка после первоначальной установки, технического обслуживания или ремонта оборудования.
- Регулярная проверка: проводится проверка не реже одного раза после каждого смены смены, или устанавливается разумая частота проверок в соответствии с реальными требованиями.
1.2 Общие инструкции
Все лица, использующие, устанавливающие, ремонтирующие или обслуживающие данный инструмент, а также лица, заменяющие его аксессуары или работающие в его близости, должны прочитать и полностью понять инструкции по безопасности до начала выполнения любых из перечисленных операций, чтобы минимизировать риск личного травмирования. Несоблюдение этих инструкций может привести к электрическому удару, пожару и серьезным личным травмам.
Примечание: пожалуйста, храните эти инструкции с особой осторожностью.
Управляющий блок TCS.2000
2 Введение
2.1 TCS.2000
Модели TCS.2000 и TCS.2000A относятся к серии TCS.2000 и совместимы с функциями, описанными в руководстве. Однако TCS.2000 разработан для использования с наконечниками, имеющими момент сопротивления до 22 Нм, в то время как TCS.2000B предназначен для использования с нутролами и шпиндельными устройствами. Управляющий блок автоматически регулирует электрическую систему затяжки, измеряя потребляемую мощность инструмента и контролируя угол инструмента. В блоке встроена высокоточная сенсорная система для измерения момента затяжки и угла. Электрические инструменты делятся на две серии: портативные (EHS/EHA/NRS/NRA) и фиксированные (EFS).
Таблица соответствия адаптеров для серии TCS.2000
| Модели контроллеров | Разрешенные инструменты для затягивания |
|---|---|
| TCS.2000 | Электрический шуруповерт EHS.003 EHS.008 EHS.015 EHA.003 EHA.012 EHA.022 |
| TSC.2000A | Электрический ключ и шпиндель (без электрического шурупова) |
2.2 Управляющий блок
2.2 Управляющий блок
2.3 Коммуникация
Управляющий блок TCS 2000 оснащен следующими устройствами связи:
- Один интерфейс Ethernet для связи с ПК;
- Два последовательных порта RS232, из которых COM 1 используется для технического обслуживания производителя, а COM 2 — для подключения сканера штрих-кодов;
- Восемь логических входных портов и восемь логических выходных портов.
- Опциональный модуль полевой шины.
2.4 Инструменты
Каждый инструмент оснащен контроллером. После подключения к инструменту контроллер автоматически распознает инструмент и устанавливает все характеристические параметры.
Выбор инструментов должен основываться на условиях эксплуатации, указанных пользователем, и в пределах операционных ограничений, установленных производителем в соответствующий момент. Контроллер разработан таким образом, чтобы быстро обнаруживать превышение внутренней температуры мотора инструмента более 120 °C и последующе отключать инструмент.
Инструмент может быть повторно запущен только после охлаждения до температуры ниже 80 °C.
Контроллер TCS.2000
3 Характеристики
3.1 Список поставки
- ① Контроллер серии TCS.2000
- ② Руководство по эксплуатации контроллера серии TCS.2000
- ③ Шинный разъем
3.2 Габариты
3.3 Характеристики
Контроллер TCS.2000
3.4 Панель
3.5 Шина
- ① Интерфейс USB
- ② CAN
- ③ COM 1: обслуживание производителя
- ④ COM 2: сканер штрих-кодов
- ⑤ I/O: разъем для 8 терминалов ввода/вывода, используется для подключения ПЛК, индикаторной коробки или расширительного розетки, включая перемычку с сигналом "Останов"
- ⑥ OP protocol, сетевой интерфейс
- ⑦ Модуль полевого шины: Ether CAT, Profinet, Ethernet/IP, Modbus TCP
- ⑧ Интерфейс инструмента
- ⑨ Переключатель, защита от перегрузки, защита от заземления
- ⑩ Основной разъем питания
TCS.2000 Controller
4 Первый включений питания
Установка
Перед включением контроллера убедитесь, что он установлен в соответствии с инструкциями по установке и безопасности в настоящей инструкции, как указано в разделе "Инструкции по безопасности" главы 1.
Перемычка с сигналом "Останов"
Проверьте, правильно ли перемычка с сигналом "Останов" подключена к входному разъему контроллера. Перемычку с сигналом "Останов" можно подключить к ПЛК или кнопке рядом с рабочим местом крепления. Если перемычка не подключена, убедитесь, что она правильно установлены.
Монтаж на стену
Все размеры указаны в миллиметрах (мм)
Убедитесь, что плата крепления совместима как с кронштейном, так и с устройством.
Управляющий блок TCS.2000
Подключение кабеля инструмента
- ① Не подключайте несколько расширяющих кабелей.
- ② Всегда используйте самый длинный расширяющий кабель и самый короткий кабель инструмента.
- ③ Если возникают проблемы с расширяющим кабелем, обратитесь в службу поддержки клиентов Leetx для получения дополнительной помощи.
Подключение кабеля 250 В переменного тока
220 В переменного тока
Несмотря на то, что кабель этого инструмента разработан для работы в жестких условиях, мы все же рекомендуем провести следующие проверки, чтобы продлить срок службы кабеля:
- Избегайте прямого натяжения на кабель.
- Минимизируйте трение на наружной оболочке кабеля.
- Радиус изгиба кабеля не должен быть меньше 10 раз его диаметра.
Управляющий блок TCS.20 и 2000
4.1.5 Включение питания
4.2 Запуск
При включении питания контроллер автоматически выполняет самопроверку и проверяет корректную работу инструмента.
- ① Зелёное мигающее состояние: контроллер работает нормально. В противном случае контроллер неисправен.
② Нажмите на аватар, чтобы переключиться на другую учетную запись. Имя по умолчанию — "guest", а имя администратора — "admin".
TCS.2000 Контроллер
4.3 Работа интерфейса контроллера TCS 2-000
Интерфейс контроллера TCS.2000 разработан с шести секций: мониторинг, запись, управление процессом (включая управление процессом и редактирование процесса), настройки и отладка, которые можно переключаться через меню.
- ① Меню — Мониторинг
- ② Меню — Запись
- ③ Меню — Управление параметрами процесса
- ④ Меню — Редактирование параметров процесса
- ⑤ Меню — Настройки
- ⑥ Меню — Поддержка
4.4 Настройка языка интерфейса и времени
Панель меню — Настройки:
- ① Настройка языка
- ② Настройка даты и времени
TCS.2000 Управляющий блок
5 Наблюдение
Панель меню — Наблюдение: отслеживание процесса затяжки и отображение результатов и кривых в реальном времени
- ① Вход, выход, переключение аккаунта, изменение пароля
- ② Отображение состояния работы машины
- ③ Отображение времени и даты
- ④ Бар-индикатор состояния работы: включает режимы Готово, Работа, Параметры OK, Параметры НЕТ, Ошибка, Сброс
- ⑤ Номер партии: количество циклов затяжки, сбрасывается на ноль при включении питания
- ⑥ Номер затяжки: количество циклов использования инструмента, увеличивается на 1 при каждом запуске затяжки
- ⑦ Штрих-код SN
- ⑧ Диапазон значений: диапазоны значений крутящего момента и угла, настроенные для режима «OK» при управлении параметрами
- ⑨ Идентификатор различения этапов процесса
- ⑩ Переключение режима кривой
- ⑪ Автоадаптивный диапазон кривой: координатная адаптация
5.1 Мониторинг (панель состояния)
5.1.1 Вход
Вход:
- ① Введите имя по умолчанию; имя пользователя и пароль совпадают и равны "admin"
- ② Окружность аватара становится зелёной, что означает успешный вход
- ③ Нажмите на аватар, чтобы переключиться на другое имя пользователя, выйти из системы и изменить пароль
- ④ Интерфейс переключения аккаунтов
- ⑤ Интерфейс выхода из системы
- ⑥ Интерфейс изменения пароля
TCS.2000 Управляющий модуль
5.1.2 Нажатие на "Журнал ошибок"
- ① Нажмите иконку "Журнал ошибок": отобразится интерфейс истории сбоев
- ② Просмотр и очистка журналов ошибок
5.1.3 Ошибка сброса
- ① Ошибка сброса: при обнаружении неисправности в режиме "система удаления" появляется ошибка. Нажмите «Сброс ошибки», чтобы устранить ошибку.
- ② Нажмите «Сброс ошибки», чтобы устранить ошибку
Некоторые ошибки можно устранить. При возникновении ошибки, которую невозможно устранить, можно перезапустить систему.
TCS.2000 Управляющий модуль
5.2 Мониторинг (зона отображения состояния)
- ① Готовность к работе (система готова и может быть запущена в любое время)
- ② Состояние ОК (указывает, что текущий процесс проходит нормально и соответствует установленным угловым и крутящим моментам в настройках процесса)
- ③ Состояние NOK (указывает, что текущий процесс не проходит нормально, включая соответствующие коды NOK и их объяснения)
- ④ Состояние выполнения процесса
- ⑤ Состояние сбоев системы
- ⑥ Уведомление об успешном сбросе ошибки
5.3 Мониторинг (зона отображения информации)
- ① Идентификатор затяжки: накопленное количество запусков инструмента
- ② Штрих-код SN: при использовании сканера штрих-кодов отображается штрих-код SN
- ③ Номер партии: номер партии текущего процесса, где последняя цифра указывает на ожидаемое количество циклов подтяжки, а предыдущая — на количество завершенных циклов подтяжки
- ④ Конечное значение угла
- ⑤ Конечное значение крутящего момента
- ⑥ Общее значение угла: все углы в ходе процесса
- ⑦ Максимальное значение угла: параметр, установленный в Управлении Pset — Шаг подтяжки
- ⑧ Минимальное значение угла: параметр, установленный в Управлении Pset — Шаг подтяжки
- ⑨ Максимальное значение крутящего момента: параметр, установленный в Управлении P-Set — Шаг подтяжки
- ⑩ Минимальное значение крутящего момента: параметр, установленный в Управлении Pset — Шаг подтяжки
TCS.2000 Controller
5.4 Мониторинг
- ① Переключение типа кривой: просмотр различных кривых подтяжки
- ② Автонастройка диапазона кривой
TCS.2000 Controller
6 Запись
Панель меню — Запись: запись исторических результатов и кривых подтяжки
- ① История экспорта: вставьте USB-флеш-накопитель для экспорта файлов данных, включая результаты затяжки и кривые
- ② Отображение условий фильтрации
- ③ Настройка условий фильтрации: фильтрация по времени, количеству и результатам (OK/NOK)
- ④ Обновление: обновление исторических данных для сортировки по времени в порядке новизны
- ⑤ Отображение результатов исторических кривых
- ⑥ Описание Pset: детали процесса из выбранной истории
- ⑦ Кривая Pset: детали процесса из выбранной истории
18 TCS.2000 Управляющий блок
7 Управление Pset
7.1 Настройки Pset
Pset: полная стратегия затяжки; общая ручная стратегия затяжки включает этапы снижения и затяжки, в то время как автоматическая стратегия затяжки включает последовательность поиска, ожидание, этапы снижения и затяжки.
Панель меню — Управление Pset: создание, активация, редактирование и удаление процессов
- ① Управление Pset
- ② Создание Pset: немедленно перейти к добавлению шага Pset
- ③ Файл Pset: включает номер и название Pset
- ④ Включение Pset: перед запуском необходимо активировать новый или выбранный pset
- ⑤ Редактирование Pset: редактирование pset для добавления шага pset
- ⑥ Удаление pset
TCS.2000 Controller
Настройки JOB
Настройки JOB: стратегия непрерывного автоматического затягивания, формируемая путем добавления настроенных Pset параллельно или последовательно
TCS.2000 Controller
Настройки MAP
MAP: многокомпонентный Pset. Файлы настройки в процессе с несколькими шпинделями. Когда инструмент устанавливается как главный шпиндель, ранее настроенный pset в режиме односерийного шпинделя переходит в режим многосерийного шпинделя, и может быть создан новый map одновременно.
TCS.2000 Controller
Редактирование Pset
Редактирование Pset включает режим эксперта и быстрого режима. Режим эксперта включает настройку семи этапов процесса: выравнивание, быстрое охлаждение, затягивание, освобождение седла, ожидание, выход и проверка установки. Режим рекомендуется для операций, требующих строгих стандартов процесса. Режим быстрого режима включает простую настройку процесса для достижения эффекта затягивания.
Раздел настроек Pset:
- ① Диапазон отображения угла на кривой
- ② Частота отбора точек на кривой
- ③ Количество отобранных точек на кривой
- ④ Эргономичный выключатель: эргономика: плавное ощущение при отпускании после затяжки
- ⑤ Настройка времени отпускания с эргономикой
8.1 Режим эксперта
Панель меню — редактирование Pset:
- ① Номер текущего процесса
- ② Добавить шаг Pset: добавить шаги, необходимые для стратегии затяжки
- ③ Название Pset: редактируемое
- ④ Ввести настройки продвинутого режима для Pset
Управляющий модуль TCS.2000
8.1.1 Последовательность поиска
Когда в Pset требуется последовательность поиска, этот шаг Pset будет выполнен до затяжки. Эта стратегия затяжки обычно применяется при автоматической затяжке для подключения биты или сокета к винту.
Панель меню — редактирование Pset: шаг последовательности поиска
- ① Настройка параметра последовательности поиска
8.1.2 Опускание
Управление TCS.2000
8.1.2 Режим спуска
Функция быстрого вращения вниз — это процесс, который повышает эффективность операций по затяжке. При вхождении винта в резьбу инструмент быстро завершает длинный ход вращения при относительно высокой скорости (обычно при номинальной скорости без нагрузки), позволяя винту быстро достигнуть точки заданного крутящего момента. Затем инструмент переходит в режим низкой скорости с высокой точностью. Эта функция позволяет обеспечить качество окончательной затяжки.
Функция быстрого вращения вниз в серии Leetx TCS.2000 поддерживает режим угла и режим крутящего момента. В режиме крутящего момента крутящий момент является целевым параметром, а угол — для мониторинга и ограничения. В режиме угла угол является целевым параметром, а крутящий момент — для мониторинга и ограничения. В любом из режимов крутящего момента или угла условие определения основывается на том, какой параметр — крутящий момент или угол — достигается первым.
При этом также предусмотрены следующие продвинутые настройки функций: саморегулируемая скорость, гибкая комбинация и прыжок по шагам, а также разнообразный мониторинг данных.
24 Управление TCS.2000
Панель меню — редактирование параметров Pset: шаг спуска
Основные настройки
- ① Скорость: целевая рабочая скорость инструмента
- ② Время ускорения: время, необходимое для ускорения инструмента до заданной скорости вращения
- ③ Целевой T:
Дополнительные настройки
- ④ Максимальное время (время выполнения каждого шага процесса)
- ⑤ Задержка после шага (время задержки после завершения текущего шага процесса)
- ⑥ Превышение предела — переход (реализация шага процесса при достижении безопасности крутящего момента: выполнить этот шаг, остановиться или перейти к другому шагу процесса)
- ⑦ Угол сброса (сброс угла до начала этого этапа процесса)
- ⑧ Саморегулирование (автоматическое снижение скорости после достижения порога настройки крутящего момента)
- ⑨ Соотношение скорости регулировки: при настройке автоподстройки оно относится к соотношению скорости при начале замедления вращения. Например, если скорость вращения составляет 1000 об/мин, а соотношение скорости регулировки — 0,5, это означает, что скорость вращения при начале регулировки составляет 500 об/мин.
- ⑩ Саморегулируемая чувствительность (значение крутящего момента для начала автоподстройки): Например (целевой крутящий момент 5 Н·м, скорость вращения 360 об/мин, чувствительность саморегулирования 100 (половина верхнего предела 200), соотношение скорости регулировки 0,5; когда крутящий момент достигает (5 * 100 / 200 = 2,5) Н·м, скорость начинает снижаться и достигает 180 об/мин).
- ⑪ Соотношение торможения: настройка крутящего момента, при котором инструмент начинает замедляться. Например, если целевой крутящий момент составляет 10 Н·м, а значение настройки — 1, инструмент начнёт тормозить при достижении 10 Н·м. Если значение настройки — 0,99, инструмент начнёт останавливаться при достижении 9,9 Н·м.
Панель меню — редактирование параметров Pset: этап снижения скорости
Основные настройки
- ① Скорость: целевая рабочая скорость инструмента
- ② Время ускорения: время, необходимое инструменту для достижения заданной скорости вращения
- ③ Безопасный момент T: установленный момент безопасности для каждого этапа процесса. При достижении этого значения крутящего момента во время работы инструмент останавливается.
- ④ Порог: значение крутящего момента, при котором начинается запись угла.
- ⑤ Целевой угол A: продвинутые настройки целевого угла для выполнения этапа процесса.
Продвинутые настройки
- ⑥ Максимальное время (время выполнения каждого этапа процесса)
- ⑦ Задержка после этапа (время задержки после завершения текущего этапа процесса)
- ⑧ Ограничение превышения переключения (реализация этапа процесса при достижении безопасности крутящего момента: продолжить этот этап процесса, остановить или перейти к другому этапу процесса)
- ⑨ Угол сброса (сброс угла до начала этого этапа процесса)
- ⑩ Саморегулирование (автоматическое снижение скорости после достижения порога настройки крутящего момента)
- ⑪ Соотношение скорости управления: соотношение скорости при запуске замедления в режиме автоматической настройки.
- ⑫ Саморегулируемая чувствительность (значение крутящего момента, при котором начинается автоматическая настройка)
TCS.2000 Controller
Уплотнение
Расширенные настройки:
- ① Угол сброса: сброс угла до начала этого этапа процесса
- ② Угол сброса крутящего момента: сброс крутящего момента до начала этого этапа процесса
- ③ Задержка после этапа: время, прошедшее после завершения текущего этапа процесса
- ④ Ограничение превышения переключения: реализация этапа процесса при достижении безопасности крутящего момента: продолжить этот этап процесса, остановить или перейти к другому этапу процесса
- ⑤ Действие при ошибке NOK: реализация этапа процесса при том, что текущий этап процесса является ошибкой NOK: продолжить этот этап процесса, остановить или перейти к другому этапу процесса
- ⑥ Саморегулирование: автоматическое снижение скорости после достижения порога настройки крутя-щего момента
- ⑦ Соотношение скорости управления: соотношение снижения скорости
- ⑧ Порог настройки T: значение момента, которое запускает автоматическую настройку
- ⑨ Соотношение торможения T: начало снижения скорости и торможения после достижения заданного соотношения целевого момента
Панель меню — редактирование Pset: шаг затяжки
- ① Основные настройки
- ② Два режима (режим момента и режим угла)
- ③ Настройка параметров режима момента
- ④ Настройка параметров режима угла
Управление TCS.2000
Ожидание
Настройка ожидания включает время ожидания и сигнал ожидания. Время ожидания — задержка инструмента перед началом работы. Сигнал ожидания — механизм, при котором инструмент останавливается и ожидает сигнал для возобновления работы. Обычно это синхронизирующий сигнал, используемый для одновременной работы нескольких инструментов затяжки.
Панель меню — редактирование Pset:
- ① Время ожидания
- ② Синхронизация нескольких шпинделей
- ③ Синхронизация сигналов ввода-вывода
- Источник сигнала ожидания (высокий/низкий уровень)
- Максимальное время (оставление этого поля пустым означает отсутствие ограничения по времени ожидания)
Расширенные настройки:
- ① Задержка после шага: время, прошедшее после завершения текущего шага процесса
- ② Превышение лимита и переход: реализация шага pset при достижении безопасности крутящего момента: выполнить этот шаг pset, остановиться или перейти к другому шагу pset
Управляемый контроллер TCS.2000
Отключение ручки
Используется ручка для затягивания винтов. После завершения затягивания возникает реакционная сила. Для отключения ручки добавляется шаг отключения ручки, при котором винт ослабляется в обратную сторону.
Выход
Генерируется сигнал, настраиваемый для выхода или шины.
Панель меню — редактирование шагов pset:
- ① Шаг выхода
- ② Настройка параметра выхода
Управляемый контроллер TCS.2000
Обнаружение сидения
Этот функционал проверяет наклон кривой крутящего момента при затягивании винта, когда винт только входит в деталь.
Простой режим
Управляющий модуль TCS.2000
9 Настроек
9.1 Основные настройки
Панель меню — Настройки:
- ① Основные: базовые настройки и отображение деталей инструмента и версии программного обеспечения.
- ② Основные настройки включают единицы времени, язык, крутящий момент и т.д.
Управляющий модуль TCS.2000
9.2 Управление
Управляющий модуль T-2000
Панель меню — Настройки:
- ① Управление: настройка работы инструмента (включая выбор источника включения, источника выбора параметров и т.д.)
- ② Источник включения: способ, при котором инструмент логически разрешается войти в рабочее состояние и принимать сигнал запуска (варианты: По умолчанию, Ввод-вывод, Сетевой интерфейс, Протокол OP, Веб-API)
- ③ Источник выбора параметров: выбор метода выбора параметров (варианты: Сенсорный экран, Ввод-вывод, Сетевой интерфейс, Протокол OP, Штрих-код, Веб-API)
- ④ Источник запуска инструмента: способ, при котором инструмент фактически начинает работать (варианты: Сенсорный экран, Ввод-вывод, Сетевой интерфейс, Триггер, Кнопка запуска)
- ⑤ Источник штрих-кода: способ ввода штрих-кода (варианты: Отключить, Поле шин, Протокол OP, Веб-API, Сканер штрих-кодов).
- ⑥ Источник задания: способ инициации задания (варианты: С экрана, Ввод-вывод, Поле шин, Протокол OP, Штрих-код, Веб-API).
- ⑦ Сброс ошибки: способ сброса инструмента при возникновении ошибки (варианты: Ввод-вывод, Поле шин).
- ⑧ Источник подтверждения результата: способ подтверждения соответствия инструмента. Определяет следующий шаг в зависимости от соответствия результата (варианты: Ввод-вывод, Поле шин).
- ⑨ Максимальное время (время исчезновения временного сигнала результата).
- ⑩ Режим (односпиндельный, M-S: Мастер, многоспиндельный — слейв).
- ⑪ Синхронизация процесса слейв-спинделя при выборе режима многоспиндельный — мастер.
- ⑫ Защита от перегрева: установить температуру защиты двигателя не более 120 °C и не менее 80 °C.
- ⑬ Заблокировать несоответствие: после включения, при выполнении результата NOK инструмент автоматически блокируется, требуется ручное выполнение операции разблокировки, операция разблокировки находится в режиме обслуживания — разблокировка несоответствия.
32 TCS.2000 Управляющий блок
Настройка связи
IO
Панель меню — Настройка:
- ① Настройка связи
- ② Настройка связи — Ввод-вывод (см. приложение на странице 36 для подробностей)
- ③ Ввод-вывод — настройка конфигурации входов
- ④ Вход/выход — настройка выхода
Управляющий модуль TCS.2000
Шинный интерфейс полей
- ⑤ Шина выхода
Управляющий модуль TCS.2000
Настройки сети
Панель меню — Настройка:
- ① Настройка связи
- ② Настройка связи — Настройки сети (установка IP-адреса и номера порта для обновления программного обеспечения инструмента и связи, такой как OP, WebAPI)
Управляющий модуль TCS.2000
Правила штрих-кода
Управляющий модуль TCS.2000
- Проверка длины: Выбор включения проверки длины. Если проверка не включена, любая длина может быть включена в это правило для соответствия.
- Длина кода S/N: Длина для проверки длины. Например, для Sn: "Leetx", длина кода S/N может быть установлена на 5.
- Источник символов: Источник, из которого получается штрих-код S/N. Серия TCS.2000 предлагает несколько вариантов, таких как шинный интерфейс полей, протокол OP, сканер штрих-кодов и WebAPI.
- Отключено: Нет источника
- Поле шины: Код баркода формируется из данных шины (требуется отображение в настройках шины).
- Сканер штрих-кода: Код баркода берется из последовательного порта сканера штрих-кода (допустимы как USB, так и RS232. Необходимо знать конечный символ, передаваемый сканером. При использовании RS232 следует учитывать скорость передачи данных (baud rate) порта. Конкретные настройки делаются в Настройках — Настройки связи — Последовательный порт — SCANER).
- WebApi: Код баркода вводится через WebApi.
- Проверка символов: После установки правила проверки длины и источника символов в коде баркода, производится дополнительное совпадение с помощью настройки проверки символов.
Настройки проверки символов
Управляющий модуль TCS.2000
◦ Функция символов
- Сохранение баркода: При успешном совпадении правила, сохраняется только код баркода в результат.
- Вызов Pset: При успешном совпадении правила, происходит переключение на Pset (в Настройках — Управление — Источник выбора процесса, необходимо установить на код баркода).
- Вызов Job: При успешном совпадении правила, происходит переключение на Job (в Настройках — Управление — Источник выбора цепочки процессов, необходимо установить на код баркода).
- Позиция бита: Выбирается одна или несколько позиций в коде баркода, объединяются в строку, которая используется для вызова Pset или Job, или только для целей сохранения.
- Направление символа: Устанавливается направление совпадения составленной строки. Например, если строка в позициях 4, 5, 6 штрих-кода равна "ABC" и выбрано "Начинать с правой стороны", то строка будет "CBA".
- Символ && процесс:
Символ: Строка, которая должна быть совпадена.
Пest: Серийный номер соответствующего Pset или Job.
Пример:
Когда штрихкод Sn1 равен "LeetxPset1", Sn2: "LeetxPset2". Если введён Sn1, процесс Pset будет переключен на Процесс №1; если введён Sn2, процесс Pset будет переключен на Процесс №2. (в Настройках — Контроль — Источник выбора Pset, необходимо установить на штрихкод)
То же касается Job (в Настройках — Контроль — Источник JOB, необходимо установить на штрихкод).
TCS.2 000 Управляющий модуль
· Правила совпадения нескольких штрихкодов
Управляющие модули Leetx поддерживают настройку нескольких штрихкодов и нескольких правил, поддерживают до четырёх штрихкодов, до 10 правил и одинаковый источник штрихкода для одного кода.
При изменении источника штрихкода в одном из правил штрихкода, источник штрихкода в связанном правиле автоматически совпадает.
Множественные штрихкоды: концепция множественных штрихкодов возникает из различных функций штрихкодов, обычно соответствующих вызову Pset или JOB; или просто для сохранения штрихкодов
Правила: правила, представляющие конкретную проверку штрихкода
- Совпадение правил при множественных штрихкодах
TCS.2000 Управляющий модуль
Управление пользователями
Вы можете настроить разные права доступа для пользователей при управлении пользователями.
Пользователь
Панель меню - Настройки:
- ① Управление пользователями: для редактирования пользователей и групп пользователей
- ② Пользователь: для добавления, изменения, редактирования и удаления пользователей
- ③ Редактирование пользователя
Группа пользователей
- ④ Добавление группы пользователей
TCS.2000 Controller
Режим NG
В производственных операциях из-за строгого контроля качества, при обнаружении несоответствий операторами на переднем плане при затягивании деталей, в отделе качества необходимо вмешиваться для определения причин несоответствия. Для этого инструменты должны быть заблокированы в определенном состоянии, ожидая расследования причин несоответствия. Серия Leetx TCS. 2000 реализует этот сценарий через настройку более высоких уровней разрешений.
Кнопка блокировки NG может быть включена в Настройках - Интерфейс управления. После включения, если возникает ситуация NG во время работы инструмента, инструмент будет находиться в заблокированном состоянии и для разблокировки необходимо авторизоваться с учетной записью, обладающей более высокими разрешениями.
Операция разблокировки инструмента может быть настроена в Поддержка - Основные настройки - Разблокировка NG. Требуется разрешение на редактирование поддержки.
TCS.2000 Controller
10 Поддержка
10.1 Основные настройки
Панель меню - Поддержка:
- ① Основное: для базового обслуживания: запуск инструмента управления экраном, диагностика системы, перезапуск интерфейса, резервное копирование и восстановление параметров настройки, резервное копирование и восстановление файлов процесса
- ② Запуск инструмента управления экраном: для настройки скорости вращения, защитного момента и направления вращения независимо от параметров pset
- ③ Запуск pset: запуск pset через экран, выполнение pset циклически
- ④ Диагностика системы: мониторинг состояния системы, включая внутренние и внешние адреса портов сети, использование CPU, общую емкость, используемую емкость и использование диска
- ⑤ Обновление HMI: перезапуск интерфейса без влияния на работу инструмента и передачу данных
10.2 IO
Панель меню — Обслуживание:
- ① Отображение I/O: при использовании I/O для управления, отображается текущее состояние точки I/O
TCS.2000 Controller
10.3 Поле-бус
Панель меню — Обслуживание:
- ① Поле-бус: канал передачи данных, используемый для передачи информации между компьютерными устройствами
- ② Входные сигналы поле-буса
- ③ Выходные сигналы поле-буса
TCS.2000 Controller
10.4 Calibration
Calibration is a commonly used method for compensating for offset and linear errors. Leetx tools undergo internal calibration during the factory stage to ensure tool accuracy. Meanwhile, at the user site, to adapt to different onsite conditions, multi-point calibration is supported. The controller can select calibration torque points according to actual usage. Regarding the use of calibration coefficients, the tool will automatically match within ±10% of the existing calibration torque points. If there is no match within the range, the tool will select the default calibration coefficient.
Menu bar - Debugging:
- ① Calibration
- ② Pset selection: Select the Pset file for calibration.
- ③ Target torque: Manually fill in the target torque point for calibration. The upper and lower limits correspond to the range of the tool's measuring capacity.
- ④ Start, Stop, Reverse: Start or stop the process file of "Pset Selection" on the screen or external WEB interface. When the Backward Loosening button is turned on and Start is clicked, the tool will run backward loosening. The backward loosening settings here are the reverse rotation speed and reverse torque settings in "Settings" "Control" of the tool.
- ⑤ Display: Displays the torque value recorded by the internal sensor of the tool controller.
- ⑥ Refer: The torque value of the tool output head measured by the external calibration instrument measuring device, to be filled in manually.
- ⑦ Add, Delete: Click to add the current record as auto calibration calculation data. Select any piece of calculation data and click to clear that data.
- ⑧ Auto calibration: Click "Auto calibration", and the controller will automatically calculate the calibration coefficient based on the added calculation data. The range of the calibration coefficient is (0.7, 1.3). If it exceeds this range, the calibration coefficient cannot be saved, and a prompt will be given to re-calibrate to avoid torque abnormalities caused by abnormal calibration coefficients due to input errors.
44 TCS.2000 Controller
11 Device maintenance
11.1 Maint
- ① Maintenance:Maintenance button, if turned on, will prompt a maintenance alarm when the number of times it has been used reaches the required number of maintenance times.(Total work: Record the total number of tool runs)
- ② Сброс: кнопка очистки счёта обслуживания, при нажатии она открывается и позволяет очистить текущий счёт работы инструмента (на этот раз работало: записать текущее количество работ инструмента)
- ③ Интервалы: настройка цикла обслуживания в 10 000 циклов
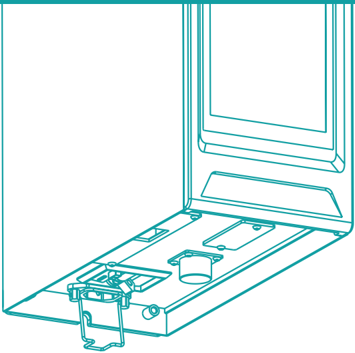
11.2 Замена аккумулятора хранения
Аккумулятор хранения позволяет контроллеру сохранять параметры и результаты работы даже при отключении основного питания.
- ① Панель управления
- ② Аккумулятор
- ① Панель управления
- ② Аккумулятор
ВНИМАНИЕ
Контроллер должен быть разобран и эксплуатироваться только квалифицированными специалистами. Замена аккумулятора в период действия гарантии и сервисного договора приведёт к аннулированию гарантии и договора. Центры поддержки клиентов Leetx располагают квалифицированными и хорошо подготовленными инженерами, готовыми удовлетворить все ваши требования по обслуживанию системы затяжки. Пожалуйста, обратитесь в ближайший центр поддержки клиентов Leet-х.
TCS.2000 Контроллер
12 Инструкция по выбору стратегии затяжки
12.1 Стратегия контроля крутящего момента
Контроль крутящего момента — широко используемая стратегия затяжки. Эта стратегия обеспечивает точное применение крутящего момента к соединению, однако не гарантирует окончательный результат затяжки соединения. Например, при наличии проблем, таких как «несоответствие резьбы», «отсутствие прокладок», «разрыв болта», «переходные болты» или «недостаточные болты», даже при правильном применении крутящего момента соединение может не быть полностью затянуто или не затянуто вовсе.
Одним из критериев выбора стратегии контроля крутящего момента в качестве стратегии затяжки является значительное отклонение угла, которое мешает системе обнаруживать проблемы с соединением.
12.2 Стратегия мониторинга угла для режима крутящего момента
Для большинства соединителей при сборке подходящим вариантом является стратегия контроля крутящего момента, сочетающая контроль крутящего момента и мониторинг угла. Эта стратегия обеспечивает несколько преимуществ: она гарантирует успешное выполнение процесса затяжки и обеспечивает стабильное, высококачественное соединение.
Чтобы достичь вышеуказанных двух пунктов, система мониторит угол в процессе работы, эффективно выявляя проблемы, такие как «несоответствие резьбы», отсутствие прокладок, поломка болта, болты слишком большого диаметра или низкого качества. При непрерывной последовательной работе эта стратегия также позволяет системе выявлять все болты, которые многократно затягивались.
Для расчета порога крутящего момента начальная точка должна быть определена в фазе линейного роста крутящего момента. Учитывая вращение и обратное вращение рабочего вала, измерение угла должно проводиться в фазе снижения крутящего момента, до достижения точки начала расчета за порогом крутящего момента. Система фиксирует два измерения: пик крутящего момента и конечный угол.
12.3 Стратегия мониторинга крутящего момента для режима угла
С этой стратегией TCS 2-000 может точно контролировать угол инструмента в заданном диапазоне после превышения порога крутящего момента. Эта стратегия контроля может в общем случае называться стратегией крутящего момента плюс угол. Она означает стратегию, при которой сначала затягивается до определенного крутящего момента, а затем соединяемая часть вращается на фиксированный угол. На основе реализации этих действий, в конечном итоге осуществляется мониторинг изменений выходного крутящего момента.
12.4 Стратегия отпускания сокета
Если необходимо сохранить небольшое количество удерживающей силы при сборке соединителей, можно применить операцию отпускания на основе стратегии контроля крутящего момента. В этом случае сокет не будет полностью отпускаем. В процессе отпускания система мониторит действие отпускания инструмента и достигнутый угол, при этом сохраняя остаточный крутящий момент инструмента.
Отпускание сокета на основе стратегии контроля угла используется в основном для полного удаления удерживающей силы из соединителей.
TCS.2000 Управляющий модуль
12.5 Стратегия последовательности поиска инструмента
Тест последовательности поиска инструмента используется для затягивания головки инструмента до контакта с поверхностью, независимо от требуемого высокого крутящего момента. В этот момент скорость может быть снижена, и затем может быть применен итоговый крутящий момент или угол, который более подходит для конкретного применения.
Преимущества этой стратегии включают:
Ускорение процесса затягивания до тех пор, пока головка инструмента не коснется поверхности, позволяя проводить предварительную затяжку с безопасным расстоянием, чтобы избежать перезатяжки, тем самым ускоряя сборку и экономя время.
Мониторинг осуществляется на протяжении всего процесса затягивания, поэтому все крутящие моменты видны до того, как головка инструмента будет затянута, и кривая постоянно под контролем. Позже может быть добавлен угол (что известно как более эффективный способ затягивания на дереве), обеспечивая большую гибкость при решении проблем сборки.
The loosening operation based on angle control strategy is mainly used to fully remove the constraint force in the connectors. The measurements recorded by the system are the final torque and final angle.
Only by employing this strategy can the difficulties in various tightening operations during buffering (due to selftapping) be addressed, making it suitable for a broader range of applications. This strategy is structured in two phases:
Tool search sequence test and After tool search sequence test
TCS.2000 Controller
12.5 Seating detection Strategy
Seating detection is suitable for applications such as self-tapping screws. Before application, as many samples as possible must be collected, including the tightening curve. On this basis, set a reasonable torque slope and superimposed torque or angle when the bolt is seated. The final torque using this tightening strategy will be relatively scattered, which is caused by the different torques during tapping. Therefore, for calculation of process capability, the final torque cannot be used for calculation. Instead, the process capability index should be calculated using the superimposed torque or angle and the torque slope during seating.
Related concepts:
( 一 ) Fitting torque
The fitting torque refers to the torque when the connector and the connected part are tightened and fitted, which is the starting position of effective tightening (generating clamping force). On the tightening curve, it is represented by the lowest point of the straight-line segment where the torque changes with the angle. Before this point, the torque of the screw is consumed in tapping the thread upwards or overcoming the clearance, and effective clamping force cannot be generated. On the tightening curve, it is also represented as the lowest point of the straight section where torque changes with angle. Before this point, the torque of the screw is consumed in threading or overcoming clearance, and it cannot effectively generate clamping force. The fitting torque varies greatly. Generally, 20% - 25% of the target torque is selected as the fitting torque.
( 二 ) Threshold torque
When the threshold torque is reached, the clearances between the threads and between the workpieces have been completely eliminated, and the screw has entered the linear region. The elongation of the bolt changes proportionally with the torque.
This point serves as the starting point for angle monitoring. The determination of the set value of its torque theoretically requires analysis and calculation based on the attribute parameters such as the material and specifications of the bolt. In actual situations, it is very difficult to measure accurate parameter values. Therefore, the current processes mostly rely on experiments or empirical values for setting. Its torque value is generally 30% of the target torque, or 1.1 times the fitting torque plus 3 times the standard deviation. It should be particularly noted that the starting torque must be greater than the fitting torque to ensure that the threshold position is on the linear segment.
48 TCS.2000 Controller
Explanation of process step parameters:
| Параметры этапа процесса | Описание |
|---|---|
| Режим смещения | Отсутствует: следующий этап процесса выполняет обычную затяжку в соответствии с заданным целевым моментом. Если целевой момент следующего этапа процесса составляет 5 Нм, результат затяжки будет равен 5 Нм. |
| Добавить: настройка добавляет смещение к результату затяжки следующего этапа процесса. Если целевой момент следующего этапа процесса составляет 5 Нм, а момент сидения равен 0,2 Нм, результат затяжки будет равен 5,2 Нм, и значение 5,2 Нм будет выделено. | |
| Вычесть: данная настройка вычитает смещение из результата затяжки следующего этапа процесса. Если целевой момент следующего этапа процесса составляет 5 Нм, а момент сидения равен 0,2 Нм, результат затяжки будет равен 4,8 Нм, и значение 5 Нм будет выделено. | |
| Thresh.T | Записывать угол, начиная с этого момента, который используется для определения момента начала измерения изменения угла. |
| Thresh.T | Начинать оценку с этого момента момента, затем выполнить задержку угла, которая используется для определения момента начала оценки, связанной с углом. |
| Trate.Thr | Начинать расчет наклона (момент/угол) с этого момента, который используется для определения момента начала расчета наклона момента относительно угла. |
| Delay.A | Выполнять заданный угол после достижения порога угла. |
| Samp.Ang | Рассчитывать наклон момента на основе указанной угловой ширины. |
| Т рate | Точка, соответствующая реальной угловой скорости, достигающей этого значения, является точкой сидения. |
| Safety T | Момент, который не должен превышаться при эксплуатации |
| Safty angle | Угол, который не должен превышаться при движении (расчетный из начального момента) |
| Max T и Min T | Оценить диапазон момента точки сидения. |
| Max A и Min A | Оценить угловой диапазон точки сидения. |
TCS.2000 Controller
Приложение
1 Инструкции по эксплуатации интерфейса ввода-вывода и расширяющего модуля ввода-вывода
1.1 Описание портов контроллера I/O
1.1.1 Описание входного сигнала (IO_in)
- sys_status
| Номер | Название сигнала | Описание функции | Тип сигнала | Примечания |
|---|---|---|---|---|
| 1 | fault_reset | Сброс системы сбоев | bool | Сбой удаляется на возрастающем фронте при отчете системы о сбое |
| 2 | sync_signal | Синхронизирующий сигнал | bool | Если сигнал настроен на управление синхронизацией |
| 3 | tool_enable | Включение инструмента | bool | Для настройки сигнала, если «Источник включения» установлен на «По умолчанию», включение инструмента можно напрямую управлять, что эквивалентно блокировке включения источника инструмента |
| 4 | end_hat | Окончание выравнивания | bool | Выравнивание может быть завершено активно путем настройки этого сигнала в фазе поисковой последовательности |
• action
| Номер | Название сигнала | Описание функции | Тип сигнала | Примечания |
|---|---|---|---|---|
| 1 | tool_reverse | Включение обратной подачи инструмента | bool | |
| 2 | result_ack | Подтверждение результата | bool | После настройки функции подтверждения результата на возрастающем фронте можно отправить сигнал для сброса результата при выполнении процесса, например, result_ok = false, result_nok = true. После отправки возрастающего фронта результат сбрасывается до result_ok = false, result_nok = false. |
• pset
| Номер | Название сигнала | Описание функции | Тип сигнала | Примечания |
|---|---|---|---|---|
| 1 | pset_start | Запуск/остановка инструмента | bool | Запуск на подъеме уровня и остановка на падении уровня. pset_bit0-pset_bit7 позволяет создать 255 процессов, например: pset_bit0+pset_bit1 представляет процесс номер 3 |
| 2 | pset_bit0 | Обратная связь программы 1 | bool | |
| 3 | pset_bit1 | Обратная связь программы 2 | bool | |
| 4 | pset_bit2 | Обратная связь программы 4 | bool | |
| 5 | pset_bit3 | Обратная связь по программе 8 | bool | |
| 6 | pset_bit4 | Обратная связь по программе 16 | bool | |
| 7 | pset_bit5 | Обратная связь по программе 32 | bool | |
| 8 | pset_bit6 | Обратная связь по программе 64 | bool | |
| 9 | pset_bit7 | Обратная связь по программе 128 | bool | |
| 10 | next_pset | Выбрать следующий процесс | bool | |
| 11 | previous_pset | Выбрать предыдущий процесс | bool |
TCS.2000 Controller
• job
| Номер | Название сигнала | Описание функции | Тип сигнала | Примечания |
|---|---|---|---|---|
| 1 | endjob | Завершить текущую задачу при работе контроллера в режиме задач | bool | Прирост |
| 2 | job_bit0 | Обратная связь программы 1 | bool | job_bit0-job_bit7 позволяет создавать 255 процессов, например: job_bit0+job_bit1 представляет процесс номер 3 |
| 3 | job_bit1 | Обратная связь программы 2 | bool | |
| 4 | job_bit2 | Обратная связь программы 4 | bool | |
| 5 | job_bit3 | Обратная связь программы 8 | bool | |
| 6 | job_bit4 | Обратная связь программы 16 | bool | |
| 7 | job_bit5 | Обратная связь программы 32 | bool | |
| 8 | job_bit6 | Обратная связь программы 64 | bool | |
| 9 | job_bit7 | Обратная связь программы 128 | bool |
Описание выходного сигнала (IO_out)
• status
| Номер | Название сигнала | Описание функции | Тип сигнала | Примечания |
|---|---|---|---|---|
| 1 | system_ready | Готовность системы | bool | |
| 2 | pset_running | Работа процесса | bool | |
| 3 | job_runing | Работа задания | bool | Активен при работе контроллера в режиме задания |
| 4 | system_fault | Ошибки системы | bool | |
| 5 | tool_reverse | Обратная настройка инструмента | bool | |
| 6 | summary_result_ok | Результат общего вала OK в режиме многовалового режима | bool | Пример пятиваловой системы: при том, что результаты всех пяти валов корректны, будет выведено «True» |
| 7 | summary_result_nok | Результат общего вала NOK в режиме многовалового режима | bool | Пример пятиваловой системы: при том, что результат любого вала не корректен, будет выведено «True» |
• result
| Номер | Название сигнала | Описание функции | Тип сигнала | Примечания |
|---|---|---|---|---|
| 1 | result_ok | Результат ОК | bool | Выход «Истинно» при корректной реализации pset |
| 2 | result_nok | Результат НЕОК | bool | Выход «Истинно» при некорректной реализации pset |
| 3 | angle_ok | Угол ОК | bool | |
| 4 | global_angle_ok | Глобальный угол OK | bool | |
| 5 | torque_ok | Результатовый момент OK | bool | |
| 6 | jobresult_ok | Результат OK; при корректном результате будет выдаваться значение "True" | bool | Активно при работе контроллера в режиме задачи |
| 7 | jobresult_nok | Результат NOK; при некорректном результате будет выдаваться значение "True" | bool | Активно при работе контроллера в режиме задачи |
| 8 | temp_result_ok | Результат OK, Temp_result_ok = result_torque_ok; разница заключается в том, что этот сигнал может быть автоматически сброшен через настройку заданного периода времени | bool | Например, Temp_result_ok = true, установлен период сброса на 5 с, и через 5 с после определения результата затяжки, Temp_result_ok = false |
| 9 | temp_result_nok | Результат NOK, Temp_result_nok = result_torque_n-ок; разница заключается в том, что этот сигнал может быть автоматически сброшен через настройку заданного периода времени | bool | Например, Temp_result_nok = true, установлен период сброса на 5 с, и через 5 с после определения результата затяжки, Temp_result_nok = false |
TCS.2000 Controller
• system
| Номер | Название сигнала | Описание функции | Тип сигнала | Примечания |
|---|---|---|---|---|
| 1 | sync_signal | Синхронизирующий сигнал | bool | |
| 2 | step_out | Выводной сигнал, позволяющий добавлять и устанавливать заданное положение выхода | bool | Например, мониторинг выполнения шага pset в заданное положение |
• pset
| Номер | Название сигнала | Описание функции | Тип сигнала | Примечания |
|---|---|---|---|---|
| 1 | pset_bit0 | Программная обратная связь 1 | bool | pset_bit0-pset_bit7 позволяет создать 255 процессов, например: pset_bit0+pset_bit1 представляет процесс номер 3 |
| 2 | pset_bit1 | Программная обратная связь 2 | bool | |
| 3 | pset_bit2 | Программная обратная связь 4 | bool | |
| 4 | pset_bit3 | Программная обратная связь 8 | bool | |
| 5 | pset_bit4 | Программная обратная связь 16 | bool | |
| 6 | pset_bit5 | Программная обратная связь 32 | bool | |
| 7 | pset_bit6 | Программная обратная связь 64 | bool | |
| 8 | pset_bit7 | Программная обратная связь 128 | bool |
• job
| Номер | Название сигнала | Описание функции | Тип сигнала | Примечания |
|---|---|---|---|---|
| 1 | job_bit0 | Обратная связь программы 1 | bool | job_bit0–job_bit7 позволяет создавать 255 процессов, например: job_bit0+job_bit1 представляет процесс номер 3 |
| 2 | job_bit1 | Обратная связь программы 2 | bool | |
| 3 | job_bit2 | Обратная связь программы 4 | bool | |
| 4 | job_bit3 | Обратная связь программы 8 | bool | |
| 5 | job_bit4 | Программная обратная связь 16 | bool | |
| 6 | job_bit5 | Программная обратная связь 32 | bool | |
| 7 | job_bit6 | Программная обратная связь 64 | bool | |
| 8 | job_bit7 | Программная обратная связь 128 | bool |
• multi-axis
| Номер | Название сигнала | Описание функции | Тип сигнала | Примечания |
|---|---|---|---|---|
| 1 | aN_system_ready | Готовность #N шпинделя в системе с несколькими шпинделями | bool | Пример: шпиндель #2, a2_system_ready |
| 2 | aN_result_angle_ok | Угол вращения #N шпинделя в системе с несколькими шпинделями в порядке | bool | Пример: шпиндель #2, a2_result_angle_ok |
| 3 | aN_result_torque_ok | Результат момента вращения #N шпинделя в системе с несколькими шпинделями | bool | Пример: шпиндель #2, a2_result_torque_ok |
| 4 | aN_result_ok | OK Результат #N шпинделя системы с несколькими шпинделями | bool | Пример — шпиндель #2, a2_result_ok |
| 5 | aN_result_nok | ОШИБКА Результат #N шпинделя системы с несколькими шпинделями | bool | Пример — шпиндель #2, a2_result_nok |
| 6 | aN_pset_running | Шпиндель #N системы с несколькими шпинделями выполняет процесс | bool | Пример — шпиндель #2, a2_pset_running |
| 7 | aN_system_fault | ОШИБКА системы шпинделя #N системы с несколькими шпинделями | bool | Пример — шпиндель #2, a2_system_fault |
| 8 | mask_off_code_bitN | Скрытие кода | bool | (Активно в режиме нескольких шпинделей. Каждый бит от бита 0 до бита 19 представляет шпиндель. Например, в системе с пятью шпинделями, при настройке пяти шпинделей в процессе 1, если необходимо отключить шпиндели #2 и #3, бит 0 = true, бит 1 = false, бит 2 = false, бит 3 = true, бит 4 = true). Поскольку входы ввода/вывода ограничены 8 битами, одновременно может быть скрыто до 8 шпинделей для ввода/вывода. |
Управление TCS.2000
Предупреждения
- При использовании tool_enable убедитесь, что параметр "source" установлен в Fieldbus.
- При использовании request_profile_index (map_pset в режиме map) убедитесь, что параметр "Pset selection source" установлен в Fieldbus.
- При использовании pset_start убедитесь, что параметр "Tool start source" установлен в Fieldbus.
- При использовании product_sn убедитесь, что параметр "Barcode source" установлен в Fieldbus.
- При использовании tool_reverse убедитесь, что параметр "Reverse mode" установлен в Fieldbus.
- При использовании fault_reset убедитесь, что параметр "Fault reset" установлен в Field-бус.
- При использовании result_ack убедитесь, что параметр "Result confirmation source" установлен в Fieldbus.
- Temp_result_ok и Temp_result_nok автоматически сбрасываются спустя период времени в n секунд после завершения затяжки и не сбрасываются при n=0.
1.1.4 Схема подключения
Управление TCS.2000
Расширенный ввод-вывод
Описание функции
Модуль расширения ввода-вывода увеличивает количество портов ввода-вывода, обеспечивая дополнительные отображения ввода-вывода.
Шаги работы
- Модуль расширения ввода-вывода отличается по идентификатору узла, установленному пользователем. Перед использованием модуль расширения ввода-вывода должен быть настроен с идентификатором узла. Для инструкций по настройке обратитесь к разделу "Настройка идентификатора узла расширенного ввода-вывода".
- Подключите плату расширения ввода-вывода к шасси и другим модулям расширения ввода-вывода согласно методу подключения, указанному в разделе "Метод подключения".
- Установите количество модулей расширения ввода-вывода на пользовательском интерфейсе (убедитесь, что установленное количество модулей не превышает физически подключенных модулей расширения ввода-вывода).
- Настройте переменные расширенного ввода-вывода. После настройки на интерфейсе ввода-вывода появится надпись "Расширенный блок", где можно выбрать желаемый модуль расширенного ввода-вывода для отображения из правой части.
- Выбор расширенного блока — выберите соответствующий идентификатор в расширенном блоке.
Контроллер TCS.2000
Метод подключения
Платы расширения ввода-вывода работают в режиме CAN-сети, с топологией сети, представленной ниже:
В процессе использования подключите интерфейсы платы расширения ввода-вывода к портам CAN ручного инструмента. Подключите внешние интерфейсы с помощью кабелей, как указано на схеме. Резисторы концевых подключений должны быть включены с помощью переключателя DIP на плате шины, и это необходимо только на обоих концах сети (отсутствие включения резисторов может привести к несоответствию сопротивления на шине, что может повлиять на передачу данных).
Информация о контрасте экрана
| Запуск | STAR | PWR | Значение |
|---|---|---|---|
| Выключение питания | OFF | OFF | Оборудование не включено |
| Включение питания | Зелёная индикаторная лампа всегда горит | Зелёная индикаторная лампа всегда горит | Хост не подключён или модуль расширения ввода-вывода не включён хостом |
| Включение питания | Зелёная индикаторная лампа мигает быстро дважды каждые 2 секунды | Зелёная индикаторная лампа всегда горит | Связь с хостом установлена и работает нормально |
| Включение питания | Красная индикаторная лампа мигает один раз в секунду | Зелёная индикаторная лампа всегда горит | Связь с хостом установлена, но работает не нормально |
Контроллер TCS.20-00
Настройка шины и инструкции по работе
Обзор функции
Fieldbus — это технология промышленной сети, используемая для связи между устройствами в системах автоматизации, в первую очередь в областях управления процессами и автоматизации производства. Развитие технологии fieldbus направлено на замену традиционных методов передачи сигналов через жесткие проводные соединения, обеспечивая более эффективную, гибкую и экономичную связь между устройствами и обмен информацией.
Поддержка типа шины
Описание параметров
Описание входного сигнала
| Номер | Название сигнала | Описание функции | Тип сигнала | Примечания |
|---|---|---|---|---|
| 1 | pset_start | Запуск/остановка инструмента | bool | Запуск на подъеме уровня и остановка на падении уровня |
| 2 | tool_backward | Включение обратного вращения инструмента | bool | При установке значения "True" инструмент входит в режим обратного вращения, вращаясь в направлении, противоположном направлению процесса. Например, если процесс настроен на вращение по часовой стрелке, инструмент будет вращаться против часовой стрелки в режиме обратного вращения. |
| 3 | fault_reset | Сброс системы сбоев | bool | Сбой удаляется при подъеме уровня при выявлении сбоя в системе |
| 4 | request_Profile_ index | Установить номер процесса | u8 | Установить номер процесса для выбора |
| 5 | tool_enable | Включение инструмента | bool | Управление включением инструмента. При tool_enable = true инструмент может запускаться и блокироваться данным параметром. |
| 6 | result_ack | Подтверждение результата | bool | После настройки функции подтверждения результата, на подъеме импульса можно отправить сигнал для сброса результата при выполнении процесса, например, result_ok = false, result_nok = true. После отправки подъема импульса результат сбрасывается до result_ok = false, result_nok = false. |
| 7 | sync_signal | Синхронный сигнал | bool | Если сигнал настроен для управления синхронизацией |
| 8 | request_job_ index | Установить номер задачи | u8 | Установите номер задания для выбора, если контроллер работает в режиме задания |
| 9 | end_job | Принудительно завершить текущее задание при работе контроллера в режиме задания | bool | Срабатывание на подъеме уровня |
| 10 | product_sn | Добавить код продукта в результат обработки | строка 128 байт | Максимум 128 байт, строка символов, заканчивающаяся на '\0' |
| 11 | mask_off_code | Код отключения | u32 | Активен в режиме многоспиндельной обработки. Каждый бит от бита 0 до бита 31 представляет один шпиндель. Например, в системе с пятью шпинделями, при настройке пяти шпинделей в процессе 1, если необходимо отключить второй шпиндель, то бит 0 = true, бит 1 = false, бит 2 = true, бит 3 = true, бит 4 = true, что означает установку mask_off_code = 0x1D. |
| 12 | map_pset | Установить файл процесса в режиме многоспиндельной обработки | u8 | |
| 13 | end_hat | Конец выравнивания | bool | Выравнивание может быть завершено активно путем настройки этого сигнала в период выравнивания |
Управляющий контроллер TCS.2000
Описание выходного сигнала
| Номер | Название сигнала | Описание функции | Тип сигнала | Примечания |
|---|---|---|---|---|
| 1 | system_ready | Готовность системы | bool | |
| 2 | pset_running | Работа процесса | bool | |
| 3 | system_fault | Ошибки системы | bool | |
| 4 | result_ok | Результат ОК | bool | Выход «Истина» при корректной реализации процесса |
| 5 | result_nok | ResultNOK | bool | Выход «Истина» при корректной реализации процесса |
| 6 | system_fault_code | System fault code | u16 | Чтобы получить подробности при выявлении сбоев системы, прочитайте этот код |
| 7 | active_Profile_index | Текущий активный процесс | u8 | Текущий процесс, используемый для настройки |
| 8 | result_torque | Получаемый момент | float | |
| 9 | result_angle | Полученный угол | float | |
| 10 | tool_reverse | Операция разворота инструмента | bool | |
| 11 | sync_signal | Сигнал синхронизации | bool | |
| 12 | result_torque_ok | Результатовый момент силы OK | bool | |
| 13 | result_angle_ok | Результатовый угол OK | bool | |
| 14 | active_job_index | Текущий номер активной задачи | U8 | Active when the controller is working in job mode |
| 15 | job_running | Задача выполняется | bool | Active when the controller is working in job mode |
| 16 | jobresult_ok | Результат задачи OK | bool | Истинно, когда результат работы успешно завершён, и активно, когда контроллер работает в режиме задач |
| 17 | jobresult_nok | Результат задачи NOK | bool | Истинно, когда результат работы не успешно завершён, и активно, когда контроллер работает в режиме задач |
| 18 | global_angle_ok | Угол глобально OK | bool | |
| 19 | active_map_index | Номер активного многоспиндельного процесса | u8 | Активно в режиме многоспиндельной работы |
| 20 | summary_result_ok | Результат всех шпинделей успешно завершён в режиме многоспиндельной работы | bool | Пример системы с пятью шпинделями: будет выдаваться «Истинно», когда результаты всех пяти шпинделей являются успешными |
| 21 | summary_result_nok | Результат всех шпинделей не успешно завершён в режиме многоспиндельной работы | bool | Пример системы с пятью шпинделями: будет выдаваться «Истинно», когда результат любого шпиндела является неуспешным |
| 22 | fail_code | Код результата: если результат указывает на неудачу, прочитайте этот код для получения дополнительной информации. | u32 | Невозможный этап процесса и причина неудачи могут быть проанализированы. |
| 23 | step_out | Выводной сигнал, позволяющий добавлять и устанавливать желаемую позицию вывода | bool | Например, мониторинг выполнения этапа процесса до желаемой позиции |
| 24 | result_global_angle | Глобальный угол | float | |
| 25 | temp_result_ok | Результат ОК | bool | Temp_result_ok = result_torque_ok. Разница заключается в том, что этот сигнал может быть автоматически сброшен после заданного периода времени через настройку (например, Temp_result_ok = true, установлен период сброса на 5 с, и через 5 с после определения результата затяжки, Temp_result_ok = false). |
| 26 | temp_result_nok | ResultNOK | bool | Temp_result_nok = result_torque_nok. Разница заключается в том, что этот сигнал может быть автоматически сброшен после заданного периода времени через настройку (например, Temp_result_nok = true, установлен период сброса на 5 с, и через 5 с после определения результата затяжки, Temp_result_nok = false). |
| 27 | aN_system_ready | Готов к работе #N шпинделя в системе с несколькими шпинделями | bool | Пример, а2_system_ready |
| 28 | aN_result_torque | Результат крутящего момента #N вращающегося элемента многоосевого системы | float | Пример, а2_result_torque |
Управляющий контроллер TCS.2000
| 29 | aN_result_angle | Угол результата #N шпинделя системы с несколькими шпинделями | float | Примером может служить #2 шпиндель, a2_result_angle |
|---|---|---|---|---|
| 30 | aN_result_angle_ok | Угол результата #N шпинделя системы с несколькими шпинделями (OK) | bool | Примером может служить #2 шпиндель, a2_result_angle_ok) |
| 31 | aN_result_torque_ok | Результат момента #N шпинделя системы с несколькими шпинделями | bool | Примером может служить #2 шпиндель, a2_result_torque_ok |
| 32 | aN_result_ok | Результат (OK) #N шпинделя системы с несколькими шпинделями | bool | Примером может служить #2 шпиндель, a-than_result_ok |
| 33 | aN_result_nok | ОШИБКА результата работы #N шпинделя системы с несколькими шпинделями | bool | Пример #2 шпинделя: a2_result_nok |
| 34 | aN_pset_running | Работа #N шпинделя системы с несколькими шпинделями процесса | bool | Пример #2 шпинделя: a2_pset_running |
| 35 | aN_system_fault | ОШИБКА системы #N шпинделя системы с несколькими шпинделями | bool | Пример #2 шпинделя: a2_system_fault |
| 36 | product_sn | Штрих-код, установленный в системе на данный момент | string | Максимум 128 байт, строка символов, заканчивающаяся "\0" |
Настройка шины
- При использовании tool_enable убедитесь, что параметр "Источник включения" установлен на Field Bus.
- При использовании request_profile_index (map_pset в режиме map) убедитесь, что параметр "Источник выбора профиля" установлен на Field Bus.
- При использовании pset_start убедитесь, что параметр "Источник запуска инструмента" установлен на Field
- При использовании product_sn убедитесь, что параметр "Источник штрих-кода" установлен на Field Bus.
- При использовании tool_reverse убедитесь, что параметр "Режим переворота" установлен на Field Bus.
- При использовании fault_reset убедитесь, что параметр "Сброс ошибки" установлен на Field Bus.
- При использовании result_ack убедитесь, что поле «Источник подтверждения результата» установлено в «Система полей».
- Temp_result_ok и Temp_result_nok автоматически сбрасываются спустя период времени в n секунд после завершения затяжки, и не сбрасываются при n=0.
TCS.2000 Controller
Схема последовательности управления
- Всплывающие и падающие края показаны на следующем рисунке:
- pset_star: При возникновении всплывающего края запускается инструмент, и уровень должен оставаться высоким в процессе работы.
- pset_star: При возникновении падающего края во время работы инструмент останавливается.
TCS.2000 Controller
3 Описание протокола OP
Поддерживаемые функции
По умолчанию используется версия 1, если версия задана как 0
| MID | Функция | Версия |
|---|---|---|
| 001 | Запрос подключения | 1-5 |
| 002 | Ответ на подключение | 1-5 |
| 003 | Разъединение | 002 и 003 |
| 004 | Неверный ответ команды | 002 и 003 |
| 005 | Правильный ответ команды | 002 и 003 |
| 010 | Получение списка команд pset | |
| 011 | Ответ с списком pset | 001 |
| 012 | Получение содержимого указанного pset | 002 |
| 013 | Ответ с содержимым указанного pset | 002 |
| 014 | Подписка на pset | 002 и 001 |
| 015 | Отправка информации о pset при любом изменении активного pset, поддержка версии 2 | 002 и 001 |
| 016 | Положительная обратная связь Mid0015 | 002 и 001 |
| 017 | Отписка pset | 002 и 003 |
| 018 | Переключение команды pset | 001, 002 и 003 |
| 030 | Получение списка заданий | 001 и 002 |
| 031 | Возврат списка заданий | 001 и 002 |
| 039 | Перезапуск задания | 001 |
| 032 | Получение информации о задании | 001 |
| 034 | Подписка на информацию о задании | 001,002 |
| 035 | Отправка информации о задании | 001,002 |
| 038 | Переключение команды задания | 001 и 002 |
| 050 | Исполнение VIN | 001 |
| 051 | Подписка на VIN | 002 |
| 052 | Отправка VIN | 002 |
| 150 | Исполнение VIN | 001 |
| 042 | Включение остановки инструмента | 001 и 002 |
| 043 | Включение инструмента | 001, 002 и 003 |
| 060 | Подписка на результат | 001, 002 и 003 |
| 061 | Подписка на результат, поддержка версии 6 | 001, 002 и 003 |
| 063 | Отписка от результатов | 001 |
| 064 | Запрос результатов по tid | 001 |
| 065 | Возврат информации о результате | 001 |
| 070 | Подписка на оповещение | 001 |
| 071 | Отправка информации об оповещении | 001 |
| 073 | Отписка от оповещения | 001 |
| 074 | Отправка при снятии оповещения | 001 |
| 076 | Отправка события оповещения | 001 |
| 080 | Получение времени | 001 |
| 081 | Возврат времени | 001 |
| 127 | Запрос остановки работы | 001 |
| 7402 | Подписка на отчёт по циклу и стадии задания | 001 |
| 7403 | Отписка от отчёта по циклу и стадии задания | 001 |
| 7404 | Отчёт по данным стадии | 001 |
60 TCS.2000 Controller
| 7405 | Подтверждение отчета данных стадии | 001 |
|---|---|---|
| 7406 | Отчет данных цикла задачи | 001 |
| 7407 | Подтверждение отчета данных цикла задачи | 001 |
| 7408 | Подписка на данные конечной кривой крутящего момента | 001,002 |
| 7409 | Отмена подписки на данные конечной кривой крутящего момента | 001 |
| 7410 | Отчет данных конечной кривой крутящего момента | 001 |
| 7411 | Подтверждение отчета данных конечной кривой крутящего момента | 001 |
| 9997 | Подтверждение связи | 001 |
| 9999 | Сигнал живости |
Команда протокола OP
- Команда запуска операции
Возврат: 00570002001 0100010202031leetx
- Разъединение
Возврат: 00240005001 0003
- Команда подписки результата
Возврат: 00240005001 0060
02310061001 0100010202031leetx 04 050006001070000080000090100110120003751300112514000000150000031601 8001703 60018000001900000202023-07-03:13:08:41210000-0000:00:00:00220230000000130
- Включение инструмента
Команда (ASCII): 00200043001 NUL
Команда (шестнадцатеричная): 30 30 32 30 30 30 34 33 30 30 31 20 20 20 20 20 20 20 20 20 00
Возврат: 00240005001 0043
Возврат: 00240005001 001803
- Запрос списка pset (значение возврата разбивается на 002001002; первые три цифры представляют количество pset, каждые последующие три цифры — один pset)
Команда (ASCII): 00200010001 NUL
Возврат: 00290011001 002001002
Управляющий модуль TCS.2000
8. Настройка штрих-кода (первые четыре цифры 0030 означают 30 байт (*без последнего флага 00), которые могут быть изменены по необходимости)
- Получение содержимого указанного pset
Команда (ASCII): 00230012 001NUL
Команда (шестнадцатеричная): 30 30 32 33 0030 30 31 32 20 20 20 20 20 20 20 20 20 20 20 20 30 30 31 00 Ответ: 01040013001 0100102 pset10310402050000000600010007000100080000009036001000000
10. Подписка на набор pset
Ответ: 00240005001 0014
- Отправка информации о pset в случае изменения активного pset, поддержка версии 2
Ответ: 00200016 NUL
12. Отписка от pset
Команда (ASCII): 00200017001 NUL
Команда (шестнадцатеричная): 30 30 32 30 30 30 31 37 30 30 31 20 20 20 20 20 20 20 20 20 00
Ответ: 00240005001 0017
- Получение списка заданий, команда (ASCII): 00200030001 NUL
Команда (шестнадцатеричная): 30 30 32 30 30 30 33 30 30 30 31 20 20 20 20 20 20 20 20 20 00 Ответ: 00240031001 0101
14. Отписка от результата
ТСК.2000 Управляющий блок
15. Подписка на результат, поддержка версии 6 MID: 0061
Ответ: 00200062001 NUL
- Подписка на отчёт по циклу и стадии выполнения задачи
Команда (ASCII): 00207402001 NUL
Команда (шестнадцатеричная): 30 30 32 30 37 34 30 32 30 30 31 20 20 20 20 20 20 20 20 20 00
Ответ: 00240005001 7402
- Отписка от отчёта по циклу и стадии выполнения задачи
Ответ: 00240005001 7403
- Отчёт по данным стадии MID: 7404 (многократный результат)
Ответ: 00207405001 NUL
Ответ при завершении многократного процесса:
Управляющий модуль TCS.2000
Ответ: 00207407001 NUL
- Подписка на данные конечной крутящего момента
Команда (ASCII): 00207408001 NUL
Command (hexadecimal): 30 30 32 30 37 34 30 38 30 30 31 20 20 20 20 20 20 20 20 20 00 Return: 00240005001 7408
- Final torque curve data unsubscription
Command (ASCII): 00207409001 NUL
Command (hexadecimal): 30 30 32 30 37 34 30 39 30 30 31 20 20 20 20 20 20 20 20 20 00 Return: 00240005001 7409
- Final torque curve data report Return:
Return: 00207411001 NUL
- Heartbeat
Command (ASCII): 00209999 NUL
Command (hexadecimal): 30 30 32 30 39 39 39 39 20 20 20 20 20 20 20 20 20 20 20 20 00
Return: 00209999 NUL
TCS.2000 Controller
4 WebAPI operation instructions and sample code
Tightening result uploading parameter setting
- Function description: Subscribe or unsubscribe the tightening result and curve. Set the subscription parameters. After successful subscription, receive the result through the result pushing interface.
- URL: http://192.168.20.145:9001/v2/webApi/result/subscribe
- Метод запроса: Post
- Направление запроса: Mes----->Управляющий контроллер
Параметр запроса определен ниже:
| Параметр | Тип | Обязательный элемент | Описание |
|---|---|---|---|
| версия | строка | Версия интерфейса, v1.0.0 | |
| подписка | логическое значение | Подписка или отмена подписки, true: подписка, false: отмена подписки | |
| кривая | логическое значение | Указание того, включает ли результат подписки кривую. Если параметр не указан, результат будет совпадать с предыдущей подпиской. Кривая по умолчанию не подписывается при доставке. | |
| ip_сервера_данных | строка | IP-адрес сервера данных. Если параметр не указан, результат будет совпадать с предыдущей подпиской. По умолчанию IP-адрес равен 192.168.20.100 при доставке. | |
| порт_сервера_данных | int | Порт сервера данных. Если параметр не указан, результат будет таким же, как у предыдущей подписки. По умолчанию порт равен 8082. | |
| dataServerPath | строка | Путь к серверу данных. Если параметр не указан, результат будет таким же, как у предыдущей подписки. По умолчанию путь равен "/leetx/result". |
Описание тела ответа в формате JSON:
| Параметр | Тип | Описание |
|---|---|---|
| статус | int | Код ответа, 0: ОК, другие значения: НЕОК |
| описание | string | Приглашение |
| данные | string | "" |
Контроллер TCS.2000
Загрузка результатов затяжки на сервер данных
- Описание функции: После успешной подписки через интерфейс подписки, при появлении нового результата затяжки, он будет активно передаваться на сервер данных.
- URL: http://192.168. 20.100:8082/leetx/result
- Метод запроса: Post
- Направление запроса: Управляющий контроллер----->Сервер данных
Описание загружаемых данных:
Обратите внимание, что поля, отмеченные *, будут проверяться в соответствии с соответствующими условиями.
| Параметр | Тип | Описание |
|---|---|---|
| tighteningId | int | Идентификатор затяжки, который является уникальным идентификатором затяжки |
| userName | string | Имя пользователя для входа во время затяжки |
| deviceId | int | Идентификатор устройства, настраиваемый через панель на устройстве |
| deviceName | string | Имя устройства, настраиваемое через панель на устройстве |
| toolSn | string | Серийный номер инструмента |
| controllerSn | string | Установка контроллера, серийный номер корпуса |
| pset | int | Программа затяжки, номер |
| stage | int | Стратегия затяжки, 1: режим угла, 2: режим момента, 3: режим наклона |
| batch | string | В режиме pset номер партии "1/1" отображается независимо от того, является результат OK или NOK. В режиме задания задачи номер партии отображается в соответствии с настроенным методом подсчета партий и общим количеством затяжек. Например, "1/3" означает общее количество затяжек 3 и текущую первую затяжку. |
| mode | int | Режим затяжки, 0: pset, 1: задание задачи |
| psetName | string | Название программы затяжки |
| maxAngle | float | Максимальный угол затяжки процесса, в градусах, который применим к шагу процесса в момент завершения. |
| minAngle | float | Минимальный угол для процесса затяжки, в градусах, который применим к шагу процесса в момент завершения. |
| *targetAngle | float | Целевой угол для процесса затяжки, в градусах, который существует в режиме угла и применим к шагу процесса в момент завершения. |
| *targetTorque | float | Целевое усилие для процесса затяжки, в Н·м, которое существует в режиме усилия и применимо к шагу процесса в момент завершения. |
| *targetSlope | float | Целевой наклон для процесса затяжки, в Н·м/градус, который существует в режиме наклона и применим к шагу процесса в момент завершения. |
| maxTorque | float | Максимальное усилие для процесса затяжки, в Н·м, которое применимо к шагу процесса в момент завершения. |
| minTorque | float | Минимальное усилие для процесса затяжки, в Н·м, которое применимо к шагу процесса в момент завершения. |
| resultAngle | float | Полученный угол, в градусах |
| resultTorque | float | Получаемый момент, в Н·м |
| *resultSlope | float | Получаемый наклон, в Н·м/°, который существует только в режиме наклона |
| resultIsOk | int | Результат затяжки, 0: НЕУДОБНО, 1: УДОБНО |
Контроллер TCS.2000
| failCode | string | Код сбоя, результатовый код u32 в формате шестнадцатеричной строки символов, b0 - b7 индекс шага остановки pset, шаг остановки. b8 - b15 u8 1. Получение сигнала остановки pset 2. Сбой сервопривода 3. Превышение допустимого смещения шага pset 4. Превышение допустимой силы шага pset 5. Таймаут выполнения шага pset b16 - b23 b16 низкий крутящий момент b17 высокий крутящий момент b18 малый угол b19 большой угол b20 малый общий угол b21 большой общий угол b22 зарезервировано |
|---|---|---|
| desc | string | b23 зарезервировано Описание результата |
| createdTime | string | Время затяжки |
| sn | string | Штрих-код |
| stepCount | int | Частота затяжки пошагово |
| steps | list[dict] | Список результатов пошаговой затяжки, генерируемых в шагах настройки крутящего момента затяжки и установки |
| steps[0].index | int | Результат пошагового затягивания—индекс результата, показывающий n-й результат, соответствующий индексу шагов |
| steps[0].step | int | Результат пошагового затягивания—индекс шага, показывающий результат на n-м шаге набора, результат генерируется только на шаге затягивания в настоящее время |
| steps[0].is_ok | int | Результат пошагового затягивания—0: НЕУДАЧНО, 1: УДАЧНО |
| steps[0].fail_code | string | Результат пошагового затягивания—код ошибки |
| steps[0].pos | float | Результат пошагового затягивания—угол, в ° |
| steps[0].sensor | float | Результат пошагового затягивания—момент, в Н*м |
| *steps[0].slope | float | Результат пошагового затягивания—наклон, в Н*м/°, существует в режиме наклона |
| steps[0].max_pos | float | Результат пошагового затягивания — максимальный угол, в ° |
| steps[0].min_pos | float | Результат пошагового затягивания — минимальный угол, в ° |
| steps[0].stage | int | Стратегия затягивания, 1: режим угла, 2: режим момента, 3: режим наклона |
| *steps[0].target_pos | float | Результат пошагового затягивания — целевой угол, в °, который существует в режиме угла |
| *steps[0].target_sensor | float | Результат пошагового затягивания — целевой момент, в Н*м, который существует в режиме момента |
| *steps[0].target_slope | float | Результат пошагового затягивания — целый наклон, в Н*м/°, который существует в режиме наклона |
| steps[0].max_sensor | float | Результат пошагового затягивания — максимальный момент, в Н*м |
| steps[0].min_sensor | float | Пошаговое затягивание — минимальный момент, в Н*м |
| *curves | dict | Кривая затягивания, которая определяется на основе параметров подписки или запроса |
| *curves.samples | int | Количество точек на кривой затягивания |
| *curves.torques | list[string] | Кривая затягивания — момент, представленный строкой из символов base64. Для каждого участка кривой затягивания используется строка из символов base64. После парсинга в двоичные данные, каждые четыре байта представляют значение с плавающей точкой |
| *curves.angles | list[string] | Кривая затягивания — угол, в °, который совпадает с вышеуказанным |
| *curves.times | list[string] | Кривая затягивания — время, которое совпадает с вышеуказанным |
| *curves.speeds | list[string] | Кривая затягивания — скорость, которая совпадает с вышеуказанным |
Контроллер TCS.2000
{ "tighteningId": 894686, "pset": 2, "maxAngle": 540.0, "minAngle": 180.0, "maxTorque": 6.0, "minTorque": 5.5, "resultAngle": 0.0, "resultTorque": 0.009486, "resultIsOk": 0, "failCode": "50501", "desc": "Шаг 1: таймаут выполнения шага, низкий крутящий момент, малый угол", "createdTime": "2023-11-02 17:52:43.350", "sn": "helloworldhello", "userName": "guest", "deviceId": 1, "deviceName": "Line0-0.0", "toolSn": "SN4613213", "controllerSn": "LX202109290010", "psetName": "pset2", "stage": 1, "batch": "1/1", "mode": 0, "targetAngle": 360.0, "steps": [ { "index": 1, "step": 1, "is_ok": 0, "fail_code": "50501", "pos": 0.0, "sensor": 0.009486, "max_pos": 540.0, "min_pos": 180.0, "max_sensor": 6.0, "min_sensor": 5.5, "stage": 1, "target_pos": 360.0 } ], "stepCount": 1}
| \"curves\": { |
|---|
| \"torques\": [ |
| \"NZM7vJzxK7w=\" |
| ],//[[-0.011448671109974384,-0.010494615882635117]] |
| \"angles\": [ |
| \"AAAAAAAAAAA=\" |
| ], |
| \"times\": [ |
| \"AAAAAG8Sgzo=\" |
| ], |
| \"speeds\": [ |
| \"AAAAAAAAAAA=\" |
| ], |
| \"samples\": 2 |
| } |
| } |
TCS.2000 Controller
Получение результатов затяжки
- Описание функции: Получение исторических результатов по различным условиям.
- URL: http://192.168.20.145:9001/v2/webApi/results
- Метод запроса: Post
- Направление запроса: Mes----->Tightening controller
Параметры запроса определены ниже:
| Параметр | Тип | Обязательный элемент | Описание |
|---|---|---|---|
| numCurve | int | Ограничение количества результатов запроса. | |
| code | string | Код результата, запросенный в виде шестнадцатеричной строки | |
| resultIsOk | int | Указание того, является ли результат корректным. 0: ОШИБКА, 1: ВСЁ ОК. | |
| pset | int | Номер программы затяжки | |
| timeStart | string | Время выполнения запроса на получение результатов, которое можно оставить пустым или записать как "" для обозначения времени начала | |
| timeEnd | string | Время выполнения запроса на получение результатов, которое можно оставить пустым или записать как "" для обозначения времени окончания | |
| sn | string | Код отслеживания результатов, или штрих-код, установленный через интерфейс шины, сканер штрих-кодов, протокол работы и т.д. |
Описание структуры ответа в формате JSON:
| Параметр | Тип | Описание |
|---|---|---|
| статус | int | Код ответа, 0: ОК, другие значения: НЕОК |
| описание | string | Приглашение |
| данные | list | Список идентификаторов затяжки для результата затяжки |
TCS.2000 Controller
Получение деталей результатов затяжки
- Описание функции: Получение детального результата одной затяжки, который в основном совпадает с результатом затяжки, сгенерированным через активную подписку
- URL: http://192.168.20.145:9001/v2/webApi/result/details?tighteningId=-1
- Метод запроса: Get
- Направление запроса: Mes----->Tightening controller
Параметры запроса определены ниже
| Параметр | Тип | Обязательный элемент | Описание |
|---|---|---|---|
| tighteningId | int | √ | ID затяжки для запроса. Если значение меньше или равно 0, означает, что запрашивается последняя запись. |
| curve | int | Указание на включение кривой. 0: не включено, 1: включено. Кривая по умолчанию не включена. |
Описание поля JSON ответа:
| Параметр | Тип | Описание |
|---|---|---|
| статус | int | Код ответа, 0: ОК, другие: НЕТ |
| описание | string | Приглашение |
| данные | dict | Подробный результат затяжки совпадает с данными, полученными на верхнем интерфейсе |
| Запрос: Получение http://192.168.20.145:9001/v2/webApi/ result/details?tighteningId=734895 | \"controllerSn\": \"LX202109290010\", |
|---|---|
| \"psetName\": \"pset4\", | |
| \"stage\": 0, | |
| Ответ: | \"batch\": \"1/1\", |
| { | \"mode\": 0, |
| \"status\": 0, | \"steps\": [ |
| \"data\": { | { |
| \"tighteningId\": 894678, | \"index\": 1, |
| \"pset\": 4, | \"step\": 1 |
| "maxAngle": 3600.0, | "is_ok": 0, |
| "minAngle": 1800.0, | "fail_code": "50101", |
| "maxTorque": 16.5, | |
| "minTorque": 5.5, | "pos": 0.0, "sensor": 0.011448, |
| "resultAngle": 0.0, | "max_pos": 3600.0, |
| "resultTorque": 0.011448, | |
| "min_pos": 1800.0, | |
| "resultIsOk": 0, | "max_sensor": 16.5, |
| "failCode": "0101", "desc": "Шаг 1: Получение сигнала о прекращении процесса", | "min_sensor": 5.5 |
| Вход | |
| "createdTime": "2023-11-01 15:33:49.132" | , |
| "sn": "" | , |
| "stepCount": 1 | |
| "userName": "guest" | , |
| "deviceId": 1 | , |
| }, details" | Вход |
TCS.2000 Контроллер
Настройка штрих-кода
- Описание функции: Установка или сброс штрих-кода через внешний интерфейс. Убедитесь, что выбран правильный источник штрих-кода на контроллере
- URL: http://192.168.20.145:9001/v2/webApi/control/sn
- Метод запроса: Put
- Направление запроса: MES----->Контроллер затяжки
Параметр запроса определен ниже:
| Параметр | Тип | Обязательный элемент | Описание |
|---|---|---|---|
| code | string | √ | Код бар-кода, который необходимо установить, "" означает очистку кода бар-кода. |
Описание поля JSON ответа:
| Параметр | Тип | Описание |
|---|---|---|
| статус | int | Код ответа, 0: ОК, другие значения: НЕОК |
| описание | string | Приглашение |
| данные | dict | Подробный результат затяжки идентичен данным, полученным на верхнем интерфейсе |
TCS.2000 Контроллер
Настройка pset
- Описание функции: Установка pset через внешний интерфейс. Убедитесь, что выбран правильный источник pset на контроллере
- URL: http://192.168.20.145:9001/v2/webApi/control/pset
- Метод запроса: Put
- Направление запроса: MES----->Контроллер затяжки
Параметр запроса определён ниже:
| Параметр | Тип | Обязательный элемент | Описание |
|---|---|---|---|
| pset | int | √ | Параметр, который необходимо установить |
Описание структуры ответа в формате JSON:
| Параметр | Тип | Описание |
|---|---|---|
| статус | int | Код ответа, 0: ОК, другие значения: НЕОК |
| описание | string | Приглашение |
| данные | [] | Отсутствует |
Управляемый контроллер TCS.2000
Получение списка pset
- Описание функции: получение списка pset через внешний интерфейс
- URL: http://192.168.20.145:9001/v2/webApi/psetlist
- Метод запроса: Get
- Направление запроса: Mes----->Контроллер затяжки
Описание структуры ответа в формате JSON:
| Параметр | Тип | Описание |
|---|---|---|
| статус | int | Код ответа, 0: ОК, другие: НЕТ |
| описание | string | Приглашение |
| данные | list[dict] | список Pset |
| data[0].pset | int | Номер Pset |
| data[0].name | string | Название параметра |
| data[0].mode | int | Тип процесса 1: быстрый режим, 2: экспертный режим |
Запрос: Get http://192.168.20.145:9001/v2/webApi/psetlist Ответ: { "status": 0, "data": [ { "name": "pset1" "pset": 1, "mode": 1 }, { "name": "pset2", "pset": 2, "mode": 2 }, { "name": "pset4", "pset": 4, "mode": 1 } ], "description": "Возвращение списка pset" }
Управляемый контроллер TCS.2000
Описание форматов печати через последовательный порт
- Последовательный порт должен быть настроен на скорость передачи (baud rate) и символ завершения передачи заранее, чтобы соответствовать параметрам вышестоящего компьютера.
- Получение результата затяжки через последовательный порт (кабель последовательного соединения должен быть подключён к порту 1 контроллера)
Результат: * 3; False;0.038;0.000;2023-7-3 15:28:34#
Результат одного затягивания выводится через последовательный порт выше (начиная с * и заканчивая #, за которым следует идентификатор затягивания, успех, момент, угол и время затягивания)
| Символ начала |
|---|
| Частота затяжки |
| Результат НЕОК |
| Момент |
| Угол |
| Время |
| Символ конца |
TCS.2000 Управляющий модуль
Инструкции по работе 6 MAP функции
6.1 Обзор функции
Как высокодинамичное устройство затягивания, многоприводная машина для затягивания использует интегрированный многоприводной (два или более независимых приводов) дизайн для точного одновременного затягивания болтов или гаек. Каждый привод оснащен электрической системой伺服, которая может независимо управлять моментом затягивания и углом, чтобы обеспечить выполнение всех требований затягивания на всех точках.
6.2 Описание параметров
6.2.1 Настройка MAP
- Режим выбора: для главного привода выберите "M-S:Главный"; для вспомогательного привода выберите "M-S:Вспомогательный".
- Количество приводов = количество главных приводов + количество вспомогательных приводов: относительно конфигурации главного привода, для системы с тремя приводами (главный привод + два вспомогательных привода), укажите количество как 3.
- ID: для главного привода укажите номер узла как 1. для вспомогной привода укажите номера узлов последовательно (например, для системы из пяти приводов, номера узлов главного привода устанавливаются на 1, а вспомогательных — на 2, 3, 4 или 5).
- ID карты: многоприводная система должна быть настроена на один и тот же идентификатор многоприводной системы.
- Источник маски: при включении привод может быть динамически отключен через шину или ввод-вывод.
- Срочный останов карты: при включении этого режима, если во время выполнения процесса происходит сбой любого привода, все приводы останавливаются. (Пример: в случае с пятиприводной системой, если в процессе сбой произошёл у привода №3, оставшиеся 4 привода останавливаются активно и процесс не выполняется). При отключении этого режима, если во время выполнения процесса не удается затянуть привод, остальные приводы будут затягиваться нормально в соответствии с процессом.
Описание файла карты:
- На данный момент поддерживается только конфигурация одинакового pset для всех приводов.
- Для отключения шпинделя укажите "Spindle Pset" как "Disable".
- При реализации настройки загрузки главного шпинделя выберите файл карты.
- При настройке вспомогательного шпинделя достаточно установите режим и номер узла вспомогательного шпинделя.
TCS.2000 Controller
Настройка синхронизации карты
При установке контроллера в режим "M-S:Master" нажмите "Sync", чтобы просмотреть состояние онлайн-режима главного и вспомогательного шпинделей. Серый точка указывает на отсутствие подключения устройства, а зеленая — на подключение.
- Синхронизация настроек: нажмите "Sync", чтобы перейти в интерфейс настройки синхронизации нескольких шпинделей;
- Нажмите "Синхронизировать все". Если синхронизация успешно завершена, в поле "Успешная настройка" появится символ "√", в противном случае — символ "×". После успешной синхронизации оба шпинделя будут использовать одинаковые настройки.
Примечание: после завершения всех настроек контроллер должен быть перезапущен.
TCS.20 00 Controller
Настройка трехшпиндельной системы
Настройка режима затягивания имитируется. В отличие от настройки одного шпинделя, при настройке нескольких шпинделей в режиме затягивания в сегментированной настройке добавляется элемент "Ожидание" из-за различий в времени затягивания шпинделей. Пример настройки включает три этапа: "Затягивание" — "Ожидание" — "Затягивание".
Настройка карты
После выбора "Ожидание" выберите "Синхронизация карты".
Теперь завершена настройка трехшпиндельной системы.
Управляемый блок TCS.2000
Реализация псета с тремя шпинделями
После подключения главной станции к вспомогательной станции синхронизируйте отредактированные файлы псета на главной станции.
Нажмите кнопку «Синхронизация» на странице «Управление».
Ожидайте синхронизации псета.
Разрешено запускать программу карты (Шаг 1: преднатяжение → Шаг 2: ожидание синхронизации карты → окончательное натяжение), чтобы обеспечить синхронное натяжение нескольких шпинделей.
Управляемый блок TCS.2000
7 Описание функций рабочего процесса
Общая схема функций
Цепочка настройки натяжения (JOB) предназначена для достижения высокой автоматизации и интеллектуального натяжения, чтобы обеспечить соответствие каждого соединительного элемента заданным механическим требованиям, повысить производительность, снизить производственные расходы и в конечном итоге обеспечить общее качество и долговечную безопасность изделия.
Описание параметров
Основная настройка параметров
- Название JOB: задайте имя.
- Автоматический выбор псета (при включении программа активирует псет в порядке следования, и на каждой линии при последовательном добавлении JOB будет действовать только один псет).
- МРТ (значение указывает на количество допустимых сбоев для всей JOB. Например, при значении 0 запрещено любое отклонение, и JOB завершается при первом сбое псета. При значении 1 разрешено одно отклонение, и JOB завершается при втором сбое псета).
- Циркуляция задания: (при включении) задание перезапускается после выполнения.
- ПСЭТ: выбрать номер псета для выполнения.
- Запуск: задать количество повторений выполнения текущего псета.
- Режим подсчёта:
- Успешный результат (счётчик увеличивается на 1 только при успешном результате процесса);
- Все результаты (счётчик увеличивается на 1 каждый раз после выполнения процесса, без необходимости оценки результата);
- Обратный угол (используется вместе с "9").
- Режим вычитания:
- Отключено (количество повторений процесса не уменьшается при обратном ослаблении);
- Результат обратного ослабления (количество повторений уменьшается на -1 каждый раз после обратного ослабления);
- Успешный результат обратного ослабления (угол обратного ослабления превышает значение, установленное в "8").
- Режим обратного ослабления:
- Отключить обратное ослабление (обратное ослабление запрещено);
- Обратное ослабление при неудачном результате (обратное ослабление разрешено при неудачном результате процесса, но запрещено при успешном результате);
- Включить обратное ослабление (обратное ослабление разрешено).
TCS.2000 Controller
Настройка функции JOB
- Реализация JOB: JOB реализуется построчно.
- Что касается выбора pset, допускается только текущий и настроенный pset (например, если на первой строке настроены два pset, то можно выбрать только pset 1 или 2. Если выбран и реализован pset 1, то можно выбрать только pset 2. После реализации pset 2 перейдите на вторую строку).
- Что касается JOB, при выборе источника сигнала I/O или шины, сигнал должен быть изменён для активации JOB.
- JOB не активирован в настоящее время. Для активации JOB1 будет отправлен сигнал JOB=0, а спустя 5 с — JOB=1;
- Если JOB1 активирован в настоящее время и JOB не реализован, выберите целевой JOB2, и сигнал JOB=2 будет отправлен немедленно;
- Если JOB1 активирован в настоящее время и требуется его повторная активация после реализации JOB, будет отправлен сигнал JOB=0, а спустя 5 с — JOB=1;
- Если JOB1 активирован в настоящее время и JOB находится в процессе реализации, необходимо отправить команду завершения JOB (подъёмный фронт). После завершения реализации будет отправлен сигнал JOB=0, а спустя 5 с — JOB=1 для повторной активации JOB=1.
- Для включения «Автоматического выбора pset» JOB должен быть настроен без горизонтального сложения, как показано ниже.
- После реализации JOB будет сгенерирован сигнал OK только в случае, если все результаты реализации процессов являются успешными; в противном случае будет сгенерирован сигнал NOK.
TCS.2000 Controller
Общие коды ошибок
Ошибки приложения
| Код неисправности (шестнадцатеричный) | Описание неисправности | Причина неисправности | Решение |
|---|---|---|---|
| 110 | Отсутствие загрузки конфигурационного файла процесса, приводящее к сбою запуска последовательности | Внутренняя проблема программного обеспечения | Включите питание снова. Если неисправность возникает часто, обратитесь к производителю за технической поддержкой. |
| 111 | Неактивировано запуск последовательности, приводящее к сбою запуска последовательности | Внутренняя проблема программного обеспечения | Включите питание снова. Если неисправность возникает часто, обратитесь к производителю за технической поддержкой. |
| 112 | Система не находится в состоянии SystemReady, приводящее к сбою запуска последовательности | Внутренняя проблема программного обеспечения | Включите питание снова. Если неисправность возникает часто, обратитесь к производителю за технической поддержкой. |
| 113 | Неактивирован сервопривод, приводящее к сбою запуска последовательности | Внутренняя проблема программного обеспечения | Включите питание снова. Если неисправность возникает часто, обратитесь к производителю за технической поддержкой. |
| 120 | Внешний аварийный останов | Функция аварийного останова контроллера активирована | 1. Проверьте, активирован ли внешний выключатель аварийного останова на контроллере; 2. Если внешний выключатель аварийного останова не активирован, проверьте, нормально ли работает кабель или питание внутреннего выключателя аварийного останова контроллера. |
| 0712 | Отсутствует содержимое процесса | В процессе настройки отсутствует нормальное содержимое настроек шага процесса | Проверьте настройку pset, чтобы убедиться, что активирована одна настройка pset. |
| 0713 | Отсутствует содержимое последовательности | Внутренняя проблема программного обеспечения | Включите питание снова. Если неисправность возникает часто, обратитесь к производителю за технической поддержкой. |
| 0714 | Отсутствует файл процесса | Попытка активации файла, не соответствующего формату файла процесса | Удалите неправильный файл и создайте нормальный файл pset. |
| 0723 | Отсутствует исполняемый шаг процесса | В настройках процесса не задан исполняемый шаг процесса | Проверьте настройку pset, чтобы убедиться, что задан хотя бы один шаг pset. |
| 0724 | Отсутствует шаг затяжки процесса | В настройках процесса не задан шаг затяжки процесса | Проверьте настройку pset, чтобы убедиться, что задан шаг затяжки pset. |
| 0725 | Неправильная настройка шага прыжка процесса | Шаг прыжка процесса настроен неправильно в настройках процесса | Проверьте настройку pset, чтобы изменить настройку шага прыжка pset. |
| 0726 | Настройка скорости процесса превышает максимальную системную скорость | Задано слишком большое значение скорости в настройках процесса, превышающее допустимое максимальное значение | Установите значение скорости в настройках pset согласно параметру максимальной скорости инструмента. |
| 0727 | Установите значение крутящего момента, превышающее максимальный момент системы | Задано слишком большое значение крутящего момента в настройках процесса, превышающее допустимое максимальное значение | Установите значение крутящего момента в настройках pset согласно параметру максимального крутящего момента инструмента. |
| 0728 | Количество результатов превышает максимальную емкость хранения | Общее количество результатов, хранящихся контроллером за один раз, превышает максимальную емкость хранения системы | Экспорт локально хранящихся данных на внешнее устройство хранения и очистка хранящихся данных. |
| 0729 | Количество исполняемых шагов процесса превышает максимальное значение | Количество шагов процесса, реализуемых за один раз, превышает допустимое максимальное значение контроллера | Проверьте настройку количества шагов pset и прыжков и скорректируйте ее в пределах допустимого диапазона системы. |
TCS.2000 Controller
| 0802 | Нет питания, что приводит к сбою запуска последовательности | Внутренняя ошибка программного обеспечения | Повторите включение питания. Если сбой происходит часто, обратитесь к производителю за технической поддержкой. |
|---|---|---|---|
| 0803 | Ошибка реализации последовательности | Внутренняя ошибка программного обеспечения | Повторите включение питания. Если сбой происходит часто, обратитесь к производителю за технической поддержкой. |
| 2012 | Отсутствует файл калибровки процесса | Калибровка процесса активирована, но данные калибровки недоступны | Повторите калибровку pset, чтобы сгенерировать файл калибровки pset. |
| 4086 | Отсутствует файл процесса | Попытка активации несуществующего файла процесса | Создайте файл pset, который должен быть активирован. |
| 4088 | Отсутствует файл задания | Попытка активации несуществующего файла задания | Создайте файл задания, который должен быть активирован. |
| 4090 | Не настроенный файл процесса | Процесс не настроен в файле задания | Проверьте, правильно ли настроена pset в файле задания |
| 4094 | Все шпиндели отключены | В приложении мультишпиндельной сети настроена неправильно конфигурация файла группы процесса или код защиты | Проверьте, нормально ли настроено параметры приложения мультишпиндельной сети |
| 40B1 | Ошибка последовательной настройки | Внутренняя ошибка программного обеспечения | Повторите включение питания. Если сбой происходит часто, обратитесь к производителю за технической поддержкой. |
| 40B2 | Целевая строка перехода последовательности превышает максимальное значение | Заданное значение перехода шага процесса слишком велико и превышает максимально допустимое значение | Проверьте раздел перехода шага pset в файле настройки процесса |
| 40B3 | Ошибка реализации последовательности | Внутренняя ошибка программного обеспечения | Повторите включение питания. Если сбой происходит часто, обратитесь к производителю за технической поддержкой. |
| 40BB | Таймаут последовательности | Внутренняя ошибка программного обеспечения | Повторите включение питания. Если сбой происходит часто, обратитесь к производителю за технической поддержкой. |
| 40BC | Скорость последовательной передачи превышает установленное системой максимальное значение | Внутренняя ошибка программного обеспечения | Повторите включение питания. Если сбой происходит часто, обратитесь к производителю за технической поддержкой. |
| 40BD | Момент последовательной передачи превышает установленное системой максимальное значение | Внутренняя ошибка программного обеспечения | Повторите включение питания. Если сбой происходит часто, обратитесь к производителю за технической поддержкой. |
| 40C3 | Переменное количество байт входного шины, установленное верхним компьютером, превышает максимально допустимое значение | Количество байт входной передачи шины превышает максимальную пропускную способность по отображению и обработке контроллера | Проверьте, не превышает ли конфигурация отображения шины верхнего контроллера допустимого предела, и при необходимости измените конфигурацию. |
| 40C4 | Переменное количество байт выходной шины, установленное верхним компьютером, превышает максимально допустимое значение | Количество байт выходной передачи шины превышает максимальную пропускную способность по отображению и обработке контроллера | Проверьте, не превышает ли конфигурация отображения шины верхнего контроллера допустимого предела, и при необходимости измените конфигурацию. |
| 5001 | Нет настройки запуска процесса | При воздействии на шину или I/O-управление источник запуска процесса не настроен | Проверьте настройку источника запуска pset. |
| 5003 | Шина отключена | Связь между PLC и контроллером прервана | Проверьте, правильно ли подключён кабель сети между ПЛК и контроллером, и правильно ли подключён сетевой разъём. |
| 500B | Процесс не синхронизирован | В многоприводной сети после изменения параметров синхронизация между приводами не достигается | После изменения настроек pset выполните синхронизацию pset на интерфейсе главного привода и убедитесь, что синхронизация прошла успешно. |
| 8003 | Достигнут предел крутящего момента | При обратном вращении инструмента крутящий момент превышает установленный предел | Проверьте установленный предел обратного крутящего момента и измените его правильно. |
Управляемый блок TCS.2000
Ошибки контроллера 8.2
| Код неисправности (шестнадцатеричный) | Описание неисправности | Причина неисправности | Решение |
|---|---|---|---|
| 0800 | Сбой при включении | Контроллер не может запустить инструмент | 1. Проверьте, не ослаблен ли кабель рукоятки, и отключите, затем подключите кабель инструмента; |
| 0801 | Сбой при выключении | Контроллер не может остановить инструмент | 2. Проверьте, не сработал ли аварийный выключатель. |
| 0804 | Сбой настройки направления сервопривода | Внутренняя проблема программного обеспечения | 1. Проверьте, не ослаблен ли кабель рукоятки, и отключите, затем подключите кабель инструмента; |
| 2000 | Серверный шинный интерфейс отключён | Прервана коммуникация по шине привода | 2. Отключите питание и включите его снова. Если неисправность повторяется, обратитесь к производителю за технической поддержкой |
| 3800 | Сбой автотеста | Сбой автотеста при включении контроллера | поддержка. Включите питание снова. Если сбой повторяется, обратитесь к производителю за технической поддержкой. |
| 4010 | Сбой открытия базового конфигурационного файла | Пользовательский файл контроллера не может быть прочитан или поврежден | 1. Проверьте, правильно ли подключена шинная кабельная линия伺服 усилителя. |
| 4011 | Сбой загрузки заводских данных | Файл заводских параметров контроллера не может быть прочитан или поврежден | Включите питание снова. Если сбой повторяется, обратитесь к производителю за технической поддержкой. |
| 4022 | Сбой сохранения профиля | Не удалось сохранить файл профиля в памяти | 1. Включите питание снова; |
| 4085 | Ошибка формата профиля | Формат файла профиля не соответствует требованиям | 2. Удалите оригинальный файл профиля, создайте новый и сохраните его. |
| 4087 | Таймаут переключения процесса | Время автоматического переключения процесса контроллера превышает допустимое значение | Проверьте корректность сохранённого формата файла |
| 4089 | Ошибка загрузки файла задания | Файл задания контроллера не может быть прочитан или повреждён | 1. Удалите сбой и повторите переключение процесса. Если сбой возникает часто, обратитесь к производителю за технической поддержкой. |
| 4091 | Ошибка открытия файла настройки процесса | Внутренняя проблема программного обеспечения | 1. Включите питание снова; |
| 4092 | Ошибка чтения файла настройки процесса | Внутренняя проблема программного обеспечения | 2. Удалите существующий файл задания, создайте новый и сохраните его |
| 4093 | Ошибка закрытия файла настройки процесса | Внутренняя проблема программного обеспечения | Включите питание снова. Если сбой повторяется, обратитесь к производителю за технической поддержкой. |
| 40A1 | Неверный формат данных последовательности в файле процесса | Внутренняя проблема программного обеспечения | Включите питание снова. Если сбой повторяется, обратитесь к производителю за технической поддержкой. |
| 5002 | Нет модуля шины | Модуль шины не обнаружен при включении контроллера | 1. Проверьте, установлен ли шасси с модулем шины нормально; 2. Проверьте, работает ли индикатор состояния модуля шины. |
| 5008 | Падение вала-слуги | Ошибка вала-слуги возникает в приложении многоваловой сети | 1. Проверьте, какой вала-слуга неисправен, и выполните диагностику в соответствии с этим. |
| 5009 | Вала-слуга выключена | Связь CAN вала-слуги аномальна в приложении многоваловой сети | 1. Проверьте, правильно ли подключены кабели на интерфейсе CAN каждого вала-слуги; 2. Проверьте, правильно ли подключены терминальные резисторы 120 Ом к двум контактам сети. |
| 500A | Вала-мастера выключена | Связь CAN вала-мастера аномальна в приложении многоваловой сети | 1. Проверьте, правильно ли подключён кабель на интерфейсе CAN вала-мастера; 2. Замените контроллер в режиме вала-мастера, включите питание снова и проверьте, не является ли повреждённым контроллером, который был переключён в режиме вала-слуги. |
| 5010 | Ошибка времени контроллера | Информация о времени контроллера аномальна | 1. Установите корректное время, сохраните его и включите питание снова; 2. Откройте боковую крышку корпуса и проверьте, полностью ли заряжена батарейка кнопок на панели управления. |
| 818D | Потеря пакетов EtherCAT | Кадр утерян при коммуникации PDO в EtherCAT | заряжено. 1. Проверьте, не находится ли рядом сильный источник электромагнитного помехи (например, дуговой сварочный аппарат), и если такой источник присутствует, избегайте его; 2. Включите питание снова. Если сбой происходит часто, обратитесь к производителю за технической поддержкой |
Управляемый блок TCS.2000
Ошибки привода 8.3
| Код неисправности (шестнадцатеричный) | Описание неисправности | Причина неисправности | Решение |
|---|---|---|---|
| 2214 | Перегрузка программного обеспечения | Для тока фазы на выходе из привода в инструмент, значение обратной связи тока превышает порог тестирования. | 1. Проверьте плохой контакт на обоих концах кабеля инструмента; 2. Свяжитесь с производителем инструмента для технической поддержки. |
| 2250 | Сжатие моста IPM | Внутренняя неисправность привода | Отключите питание и включите его снова. Если неисправность часто возникает, свяжитесь с производителем и верните привод производителю для устранения неисправности. |
| 2310 | Перегрузка двигателя | Средняя нагрузка слишком высока при длительной работе двигателя | 1. Увеличьте скорость затяжки и сократите время непрерывной работы на этапе затяжки; 2. Настройте цикл затяжки и снизьте среднюю нагрузку; 3. Выберите инструмент с более широким диапазоном. |
| 2311 | Перегрузка привода | Средняя нагрузка слишком высока при длительной работе привода | 1. Увеличьте скорость затяжки и сократите время непрерывной работы на этапе затяжки; 2. Настройте цикл затяжки и снизьте среднюю нагрузку; 3. Выберите инструмент с более широким диапазоном. |
| 2330 | Нарушение сенсора тока при включении | Скорость вращения двигателя обнаруживается при запуске инструмента | Убедитесь, что двигатель остановлен при запуске инструмента. |
| 3110 | Перегрузка напряжения на DC-шине | Напряжение на внутренней DC-шине привода слишком высокое | 1. Проверьте, не слишком ли высокое входное напряжение питания; 2. Если ошибка возникает часто, свяжитесь с производителем и верните инструмент производителю для устранения неисправности. |
| 3120 | Недостаток напряжения на DC-шине | Напряжение на внутренней DC-шине привода слишком низкое | 1. Проверьте, не слишком ли низкое входное напряжение питания; 2. Если ошибка возникает часто, свяжитесь с производителем и верните инструмент производителю для устранения неисправности. |
| 3181 | Функция STO привода отключена | Вход STO привода активен | 1. Проверьте, активен ли внешний выключатель аварийной остановки на контроллере; 2. Если внешний выключатель аварийной остановки не активен, проверьте, нормально ли подключены кабель или питание внутреннего выключателя аварийной остановки на контроллере. |
| 3183 | Потеря фазы в сети переменного тока | В трехфазной сети подачи питания одна из фаз входного трехфазного питания отключена | Проверьте входное трехфазное питание на отсутствие или неправильное подключение. |
| 3199 | Неправильная тормозная цепь | Внутренняя неисправность привода | Отключите питание и включите его снова. Если ошибка возникает часто, свяжитесь с производителем и верните контроллер производителю для устранения неисправности. |
| 4080 | Перегрев IPM | Внутренняя температура привода слишком высока | 1. Выполните отключение привода или отключите питание, и после того, как температура привода снизится, устраните ошибку; 2. Если ошибка возникает часто, снизьте рабочий цикл; 3. Если ошибка не устраняется, свяжитесь с производителем и верните привод производителю для устранения неисправности. |
| 4310 | Перегрев привода | Температура силового модуля привода слишком высока | 1. Выполните отключение привода или отключите питание, и после того, как температура привода снизится, устраните ошибку; 2. Если ошибка возникает часто, снизьте рабочий цикл; 3. Если ошибка не устраняется, свяжитесь с производителем и верните привод производителю для устранения неисправности. |
| 5005 | Кабель сети привода не подключен | Сетевой кабель между приводом и контроллером подключен неправильно | 1. Отключите питание и включите его снова; 2. Проверьте подключение сетевого кабеля между панелью управления и панелью привода внутри блока питания контроллера; 3. Если ошибка возникает часто, свяжитесь с производителем и верните привод производителю для устранения неисправности |
84 Управляемый блок TCS.2000
| 5006 | Автомобиль не находится в состоянии OP | Двигатель не переходит в состояние OP из-за нарушения работы машины EtherCAT | Выключите питание и включите его снова. Если ошибка возникает часто, свяжитесь с производителем и верните двигатель для устранения неисправности. |
|---|---|---|---|
| 5530 | Ошибка EEPROM на плате питания | Внутренняя ошибка двигателя | Выключите питание и включите его снова. Если ошибка возникает часто, свяжитесь с производителем и верните двигатель для устранения неисправности. |
| 5581 | Ошибка EEPROM на панели управления | Внутренняя ошибка двигателя | Выключите питание и включите его снова. Если ошибка возникает часто, свяжитесь с производителем и верните двигатель для устранения неисправности. |
| 5585 | Ошибка версии информации EEPROM | Внутренняя ошибка двигателя | Выключите питание и включите его снова. Если ошибка возникает часто, свяжитесь с производителем и верните двигатель для устранения неисправности. |
| 5586 | Не удалось записать EEPROM | Внутренняя ошибка двигателя | Выключите питание и включите его снова. Если ошибка возникает часто, свяжитесь с производителем и верните двигатель для устранения неисправности. |
| 6320 | Электронное передаточное число выходит за пределы диапазона | 1. Электронное передаточное число выходит за пределы диапазона; 2. Ошибка инициализации параметров двигателя; 3. Ошибка загрузки параметров двигателя из EEPROM; 4. Таймаут включения основной цепи питания | 1. Выключите питание и включите его снова; 2. Проверьте, не слишком ли низкое входное напряжение; 3. Просмотрите информацию об ошибке двигателя через программное обеспечение диагностики двигателя. |
| 6381 | Необходима настройка | Критические параметры двигателя изменены и будут проверены после ручной подтверждения настройки | Отправьте команду настройки на двигатель через программное обеспечение диагностики двигателя. |
| 6581 | Нарушение коммуникации параллельного порта FPGA | Внутренняя ошибка двигателя | Выключите питание и включите его снова. Если ошибка возникает часто, свяжитесь с производителем и верните двигатель для устранения неисправности. |
| 7082 | Не удалось определить начальный угол фазы | Внутренняя ошибка двигателя | 1. Проверьте, не застрял ли мотор; 2. Проверьте, нормально ли работает обратная связь по углу датчика мотора при его работе; 3. Удалите ошибку и перезапустите мотор. |
| 7090 | Несоответствие версий FPGA | Внутренняя ошибка двигателя | Выключите питание и включите его снова. Если ошибка возникает часто, свяжитесь с производителем и верните двигатель для устранения неисправности. |
| 7091 | Срочная остановка | Драйвер входит в режим срочной остановки | Отмените команду срочной остановки и удалите ошибку. |
| 7121 | Застой | Мотор находится в состоянии застоя длительное время | 1. Проверьте, не застрял ли инструмент; 2. Проверьте, не застрял ли болт перед затяжкой до заданного момента; 3. Отключите питание и включите его снова. Если ошибка возникает часто, обратитесь к производителю за технической поддержкой. |
| 7198 | Потеря контроля | Мотор теряет контроль при работе | Отключите питание и включите его снова. Если ошибка возникает часто, обратитесь к производителю за технической поддержкой. |
| 7380 | Таймаут связи с датчиком | Связь между мотором и драйвером прервана | 1. Проверьте, подключён ли инструмент к источнику питания контроллера; 2. Проверьте кабель между драйвером и мотором на наличие плохого контакта. |
| 738D | Ошибка проверки CRC кода при передаче данных | Связь между мотором и приводом нарушена или передача данных искажена | 1. Проверьте, правильно ли присоединен кабель между приводом и мотором; 2. Проверьте, правильно ли заземлен PE на входе блока питания контроллера; 3. Проверьте, не находится ли рядом сильный источник электромагнитных помех (например, дуговой сварочный аппарат), и если такой источник присутствует, избегайте его. |
Управляемый блок TCS.2000
| 7580 | Кабель EtherCAT не подключен | Кабель сети между двигателем и контроллером подключен неправильно | 1. Выключите питание и включите его снова; 2. Проверьте подключение кабеля сети между панелью управления и панелью двигателя внутри блока питания контроллера; 3. Если ошибка возникает часто, свяжитесь с производителем и верните двигатель производителю для устранения неисправности. |
|---|---|---|---|
| 8481 | Перевышение скорости | Скорость обратной связи двигателя слишком высока и превышает установленный предел защиты от превышения скорости | 1. Проверьте, не превышает ли двигатель заданной скорости под действием внешней силы, превышающей установленный предел защиты от превышения скорости; 2. После остановки двигателя устраните ошибку и запустите двигатель снова. |
| F080 | Состояние EtherCAT не работает | Двигатель не входит в состояние OP из-за неисправности машины состояния EtherCAT | Выключите питание и включите его снова. Если ошибка возникает часто, обратитесь к производителю за технической поддержкой. |
| FF03 | Сохранение, отключение питания и перезапуск | После восстановления заводских настроек их необходимо проверить путем сохранения, отключения питания и включения питания | Отправьте команду сохранения в двигатель через программное обеспечение диагностики двигателя, сохраните настройки и снова включите питание. |
| FF04 | Перегрузка процессора | Внутренняя ошибка диска | Выключите питание и включите его снова. Если ошибка возникает часто, свяжитесь с производителем и верните диск производителю для устранения неисправности. |
| FF16 | Несоответствие версии MCU | Внутренняя ошибка диска | Выключите питание и включите его снова. Если ошибка возникает часто, свяжитесь с производителем и верните диск производителю для устранения неисправности. |
Ошибки инструмента 8.4
| Код неисправности (шестнадцатеричный) | Описание неисправности | Причина неисправности | Решение |
|---|---|---|---|
| 0805 | Если не удалось получить данные по ключу, свяжитесь с производителем для получения помощи | Информация, хранящаяся в инструменте, не может быть прочитана или читается неправильно | Выключите питание и включите его снова. Если неисправность часто возникает, обратитесь к производителю за технической поддержкой. |
| 2009 | Аномальный температурный датчик | Цепь проверки температуры в инструменте или результат проверки температуры аномален | Выключите питание и включите его снова. Если неисправность часто возникает, обратитесь к производителю и верните инструмент производителю для устранения неисправности. |
| 2010 | Защита от перегрева | Внутренняя температура инструмента слишком высока (выше 120 °C) | 1. Проверьте, действительно ли температура поверхности инструмента слишком высока. Если да, это может быть вызвано перегрузкой инструмента. В этом случае снизьте цикл работы инструмента или используйте новый инструмент с более широким диапазоном крутящего момента; 2. Если температура поверхности инструмента не слишком высока, можно сделать вывод о том, что произошёл ложный сигнал. После устранения неисправности следите за тем, не появляется ли она снова; 3. Если инструмент часто даёт ложные сигналы, обратитесь к производителю и верните инструмент производителю для устранения неисправности. |
| 5004 | Не удалось получить данные о рукоятке | Информация, хранящаяся в инструменте, не может быть прочитана или читается неправильно | Выключите питание и включите его снова. Если неисправность часто возникает, обратитесь к производителю за технической поддержкой. |
| 5007 | Аномальный датчик крутящего момента | Нарушена цепь испытания крутящего момента в инструменте или результат испытания крутящего момента | Выключите питание и включите его снова. Если неисправность часто возникает, обратитесь к производителю и верните инструмент производителю для устранения неисправности. |
| 5011 | Обслуживание инструмента | Достигнуто установленное циклическое обслуживание инструмента | Свяжитесь с производителем для обслуживания инструмента |
86 Управляемый блок TCS.2000
8.5 Код NOK
Обзор кода NOK
Код NOK — это неотрицательное целое число из 32 бит, представляющее сбой или аномальную информацию во время выполнения процесса. Его шестнадцатеричное представление — u32, состоящее из различных позиций битов (b0 — b31), где каждая часть идентифицирует определённый тип ошибки. На основе содержимого можно быстро определить и проанализировать возникшие во время выполнения процесса проблемы.
Структура кода NOK
Структура кода NOK из 32 бит делится на несколько регионов, каждый из которых представляет определённый тип ошибки или информацию о сбое. Ниже приведено подробное описание каждого поля:
b0-b7: индекс остановки этапа процесса
Значение: это поле используется для идентификации индекса остановки текущего этапа процесса. Индекс остановки этапа процесса указывает на то, что произошла остановка или аномалия в конкретном этапе процесса во время выполнения процесса, и может потребоваться дополнительное расследование.
b8-b15: идентификация категории ошибки
Регион u8 преобразуется в соответствующее десятичное число:
- 0: Инструмент работает нормально.
- 1: Поступил сигнал о прекращении процесса
Значение: Процесс был прерван во время выполнения.
Возможные причины и меры:
- Неправильная операция: Оператор случайно активировал сигнал остановки. Необходимо подтвердить источник сигнала остановки.
- Искажение сигнала управления: Нестабильность сигнала приводит к ложной остановке. Необходимо проверить стабильность сигнала или соединение с оборудованием.
Значение: Процесс был прерван во время выполнения
Значение: В системе присутствует неисправность в伺服 двигателе или в伺服 системе
Возможные причины и меры:
- Проблема с остановкой: При работе инструмент застрял или преградил движение. Необходимо проверить, работает ли инструмент плавно.
- Сбой системы: Система伺服 неисправна и требует ремонта.
- 3: Смещение шага процесса превышает допустимое значение.
Значение: Во время выполнения шага процесса смещение превышает установленный диапазон
Возможные причины и меры:
- Несоответствие позиционирования: Винтовые отверстия не совпадают. Необходимо перепозиционировать инструмент и винтовые отверстия.
- Разрушение резьбы винта: Инструмент вращается без нагрузки, что приводит к аномальному смещению. Необходимо заменить винт или скорректировать параметры процесса.
4: Сила шага процесса превышает предел
Значение: Во время выполнения шага процесса момент превышает установленный диапазон.
Возможные причины и меры:
Переход за пределы при высокой скорости остановки: После того как инструмент работает на высокой скорости и достигает целевого момента, момент продолжает расти при остановке. Необходимо оптимизировать стратегию торможения или отладить логику управления моментом.
- 5: Таймаут выполнения шага процесса
Значение: Время выполнения шага процесса превышает установленный лимит.
Возможные причины и меры:
- Несоответствие винта: Винт не полностью совпадает с отверстием; необходимо проверить процесс выравнивания.
- Разрушение резьбы винта: Приводит к невозможности достичь целевого момента. Проверьте состояние инструмента и перезакрепите его.
Управляющий блок TCS.2000
8.5.2.3 b16 - b23: Идентификаторы сбоев момента и угла
b16: Сбой низкого момента
Значение: ошибка возникает, когда момент снижается ниже установленного нижнего предела во время выполнения этапа процесса. Идентификатор: 1: низкий момент, 0: нормально.
Возможные причины и меры:
(1) Позиция винтового отверстия не соответствует: это приводит к тому, что винтовой ключ работает в режиме холостого хода без передачи эффективного момента. Необходимо перепозиционировать винтовое отверстие.
(2) Повреждение винтового винта: недостаточный момент. Необходимо заменить винт или скорректировать параметры процесса.
b17: ошибка высокого момента
Значение: ошибка возникает, когда момент превышает установленный верхний предел во время выполнения этапа процесса. Идентификатор: 1: ошибка высокого момента, 0: нормально.
Возможные причины и меры:
(1) Винт застревает во время работы. Проверьте состояние винта и резьбы, а также наличие посторонних предметов, вызывающих сбой из-за высокого момента.
(2) Если скорость вращения секции затяжки в процессе установлена на относительно высоком уровне, винтовой ключ будет работать при повышенной скорости вращения во время выполнения секции затяжки. Во время процесса замедления после того, как винтовой ключ обнаруживает достижение целевого момента, момент продолжает расти, что приводит к ошибке высокого момента. Рекомендация: в зависимости от ситуации перегрузки момента, адекватно скорректируйте скорость этапа затяжки.
b18: ошибка низкого угла
Значение: ошибка возникает, когда угол падает ниже установленного нижнего предела во время выполнения этапа процесса. Идентификатор: 1: ошибка низкого угла, 0: нормально.
Возможные причины и меры:
(1) Проверьте состояние винтовой резьбы или наличие посторонних предметов, вызывающих преждевременное достижение момента.
(2) Если момент соответствует или близок к стандартному значению, проверьте предыдущий этап процесса, чтобы убедиться, не произошло ли аномалии на этом этапе, что привело к преждевременному достижению момента.
b19: ошибка высокого угла
Значение: эта ошибка возникает при превышении установленного верхнего предела угла в ходе выполнения этапа процесса. Идентификатор: 1: высокий угол, 0: нормально.
Возможные причины и меры:
Ситуации, такие как несоответствие отверстий под винты или вышедшие из строя резьбы, приводят к тому, что винтовой ключ работает без передачи усилия, что приводит к превышению предела угла.
b19: высокий угол
Значение: эта ошибка возникает при превышении установленного верхнего предела угла в ходе выполнения этапа процесса. Идентификатор: 1: высокий угол, 0: нормально.
Возможные причины и меры:
Ситуации, такие как несоответствие отверстий под винты или вышедшие из строя резьбы, приводят к тому, что винтовой ключ работает без передачи усилия, что приводит к превышению предела угла.
88 TCS.2000 Управляющий блок
b20: глобальный низкий угол
Значение: эта ошибка определяется при том, что глобальный угол в процессе ниже установленного нижнего предела.
Идентификатор: 1: глобальный низкий угол, 0: нормально.
Возможные причины и меры:
Проверьте состояние резьбы винтов и наличие посторонних веществ, которые могут привести к преждевременному достижению крутящего момента.
b21: глобальный высокий угол
Значение: эта ошибка определяется при том, что глобальный угол в процессе превышает установленный верхний предел.
Флаг: 1: превышение угла поворота, 0: нормально.
Возможные причины и меры: несоответствие положений отверстий под винты, вышедшие из строя винты и т.д., что приводит к вращению шуруповерта без нагрузки, в результате чего угол превышает допустимое значение.
8.5.3 Иллюстрация примера
Из результатов видно, что соответствующий результат в шестнадцатеричной системе равен 0x00050501.
Шаги парсинга:
- Индекс остановки процесса (u8):
0x01: указывает на то, что данный Pset останавливается на первом шаге процесса.
- Идентификатор категории ошибки (u8):
0x05: в десятичной системе это 5, что интерпретируется как "срок выполнения шага процесса истекает".
- Идентификатор неисправности крутящего момента и угла (u8): Данные: 0x05
Преобразование в двоичную систему: 101b b16 (недостаток крутящего момента): 1 = активация неисправности недостатка крутящего момента
b17 (перегрузка крутящего момента): 0 = нормально, b18 (недостаток угла): 1 = активация неисправности недостатка угла
Следовательно, результатовый код 0x50501 интерпретируется как:
Индекс ошибки: Шаг 1 (индекс остановки процесса 0x01).
Категория ошибки: истечение срока выполнения шага процесса (идентификатор категории ошибки 0x05).
Причины сбоев:
Сбой из-за низкого крутящего момента (b16 = 1)
Сбой из-за низкого угла (b18 = 1)
Выполнение Pset останавливается на шаге 1. Сбой выполнения шага процесса из-за истечения времени ожидания приводит к сбоям из-за низкого крутящего момента и низкого угла.
Управляющий контроллер TCS.2000
Памятка
Управляющий контроллер TCS.2000
Управляющий контроллер TCS.2000
Инструкция по эксплуатации
Управляющий контроллер TCS.2000